基于IC74191的自動(dòng)進(jìn)給控制系統(tǒng)的設(shè)計(jì)與實(shí)現(xiàn)

1 系統(tǒng)結(jié)構(gòu)框圖
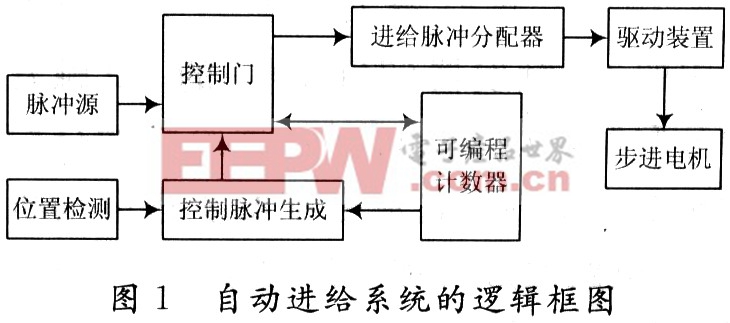
數(shù)控機(jī)床等現(xiàn)代加工設(shè)備是采用自動(dòng)控制、數(shù)字裝置或計(jì)算機(jī),全部或部分地取代一般通用機(jī)床加工零件時(shí)的人工控制。數(shù)控機(jī)床的各種控制功能,均是以數(shù)字和文字代碼方式為控制指令,并通過數(shù)字裝置的控制來實(shí)現(xiàn)的,自動(dòng)進(jìn)給數(shù)控系統(tǒng)是現(xiàn)代加工設(shè)備的核心部分,它由數(shù)字邏輯電路組合而成,廣泛應(yīng)用于數(shù)控設(shè)備的自動(dòng)進(jìn)給控制系統(tǒng)中。圖1是自動(dòng)進(jìn)給系統(tǒng)的邏輯框圖。它由位置檢測(cè)電路、控制脈沖生成電路、控制門、脈沖源、可編程計(jì)數(shù)器、進(jìn)給脈沖分配器、放大驅(qū)動(dòng)電路和步進(jìn)電動(dòng)機(jī)等組成。
2 基于IC74191的自動(dòng)進(jìn)給控制系統(tǒng)的設(shè)計(jì)
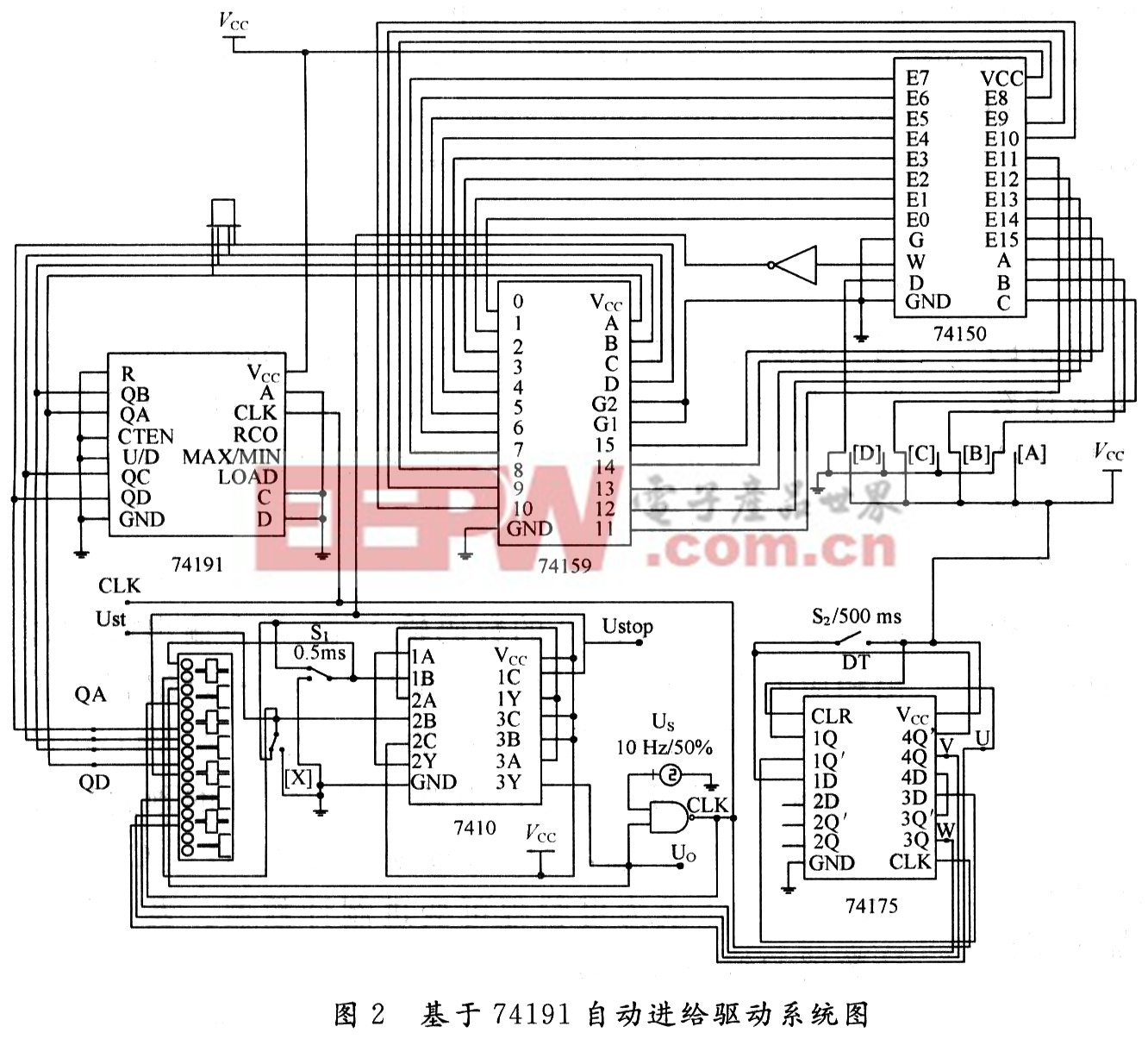
圖2是基于IC74191的自動(dòng)進(jìn)給驅(qū)動(dòng)系統(tǒng)的電路圖。集成計(jì)數(shù)器(74191)、4-16線譯碼器(74159)、16選1數(shù)據(jù)選擇器74150、編程開關(guān)[D][C][B][A]、譯碼顯示器組成狀態(tài)譯碼置零可編程計(jì)數(shù)器。狀態(tài)譯碼置零可編程計(jì)數(shù)器要求7419l的預(yù)置數(shù)端D、C、B、A置零,即DCBA=0000。741191的輸出端QD,QC,QB,QA接74159的數(shù)碼輸入端,并在輸出端翻譯出相應(yīng)的16個(gè)狀態(tài)(數(shù)字),再由74150通過編程開關(guān)[D][C][B][A]選中其中的一個(gè)數(shù)字,在74150的W端輸出,經(jīng)過一個(gè)非門電路送至74191的預(yù)置數(shù)控制端,即LOAD'端,就可通過編程開關(guān)[D][C][B][A]使74191成為可編程可變進(jìn)制計(jì)數(shù)器。表1是該計(jì)數(shù)器的編程狀態(tài)表。
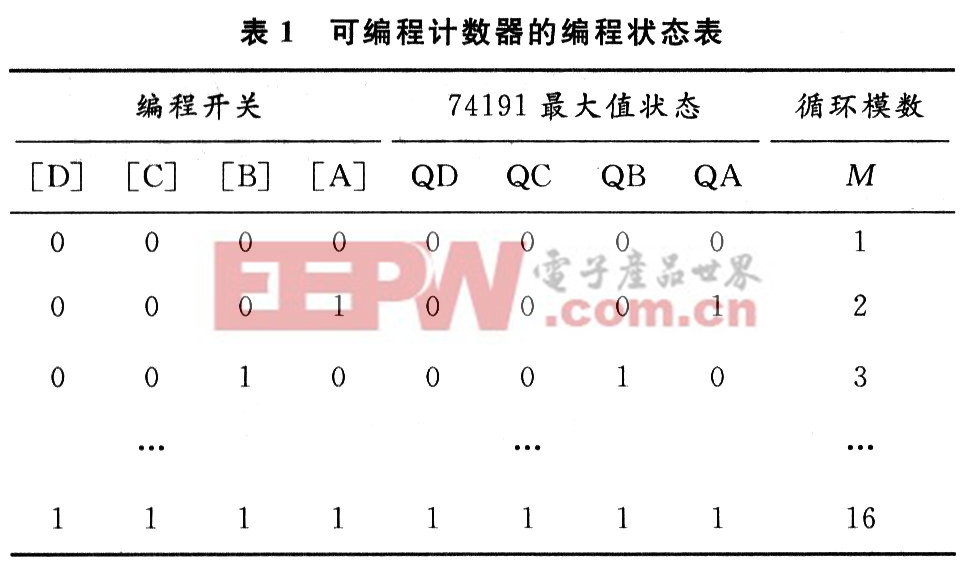
當(dāng)?shù)毒叩倪M(jìn)給當(dāng)量設(shè)計(jì)為6個(gè)CLK脈沖時(shí),如圖2所示,編程開關(guān)取值[D][C][B][A]=0110,計(jì)數(shù)器的狀態(tài)依次為0000,0001,0010,0011,0100,0101,0110,譯碼顯示器顯示出相應(yīng)的十進(jìn)制數(shù)為0,1,2,3,4,5,6,然后停止工作,等待下次進(jìn)給啟動(dòng)信號(hào)的到來。自動(dòng)進(jìn)給控制電路由輸入端與非門(7410)(構(gòu)成RS觸發(fā)器)、與非門G(自動(dòng)進(jìn)給控制門)、時(shí)鐘脈沖信號(hào)源Us等組成,Us是由555定時(shí)器構(gòu)成自激多諧振蕩器,振蕩頻率設(shè)計(jì)為2~5 Hz,適于刀具進(jìn)給速度為2~5次/s。S1,S2為常開延時(shí)打開定時(shí)開關(guān),轉(zhuǎn)換開關(guān)[X]代替位置檢測(cè)裝置,發(fā)出位置檢測(cè)負(fù)脈沖信號(hào)。可編程計(jì)數(shù)器的編程狀態(tài)表如表1所示。
圖2中的4D觸發(fā)器(74175)中的3D觸發(fā)器構(gòu)成進(jìn)給脈沖分配器,即環(huán)形分配器,進(jìn)給脈沖分配器是將進(jìn)給脈沖按照一定順序輪流分配給步進(jìn)電動(dòng)機(jī)各相繞組的電路,其電路的形式和步進(jìn)電動(dòng)機(jī)的結(jié)構(gòu)、型號(hào)及控制方式有關(guān)。該系統(tǒng)的步進(jìn)電動(dòng)機(jī)采用三相六拍勵(lì)磁方式,三相繞組的導(dǎo)電次序?yàn)閁→UV→V→VW→W→WU→U。進(jìn)給脈沖CLK到來之前,進(jìn)給脈沖分配器先復(fù)位,再通過定時(shí)開關(guān)S2將其置成QUQVQW=100,即DU=1,DV=1,DW=0,第一個(gè)CLK脈沖過后,環(huán)形分配器輸出為QUQV,QW=110,由此可列出進(jìn)給脈沖分配器各輸出端和驅(qū)動(dòng)端狀態(tài)如表2所示。各觸發(fā)器驅(qū)動(dòng)端的驅(qū)動(dòng)方程式分別為:








評(píng)論