基于臺(tái)達(dá)20PM的點(diǎn)膠機(jī)數(shù)控系統(tǒng)

20PM有專(zhuān)門(mén)的編程軟件PMSoft 1.03。啟動(dòng)時(shí)通過(guò)新建一個(gè)程序?qū)崿F(xiàn)的。
4.1 初始化
上電初期啟動(dòng)正方向脈沖初始化X/Y/Z軸的基本參數(shù),如圖1圖、2所示。
圖1 運(yùn)動(dòng)方向初始化
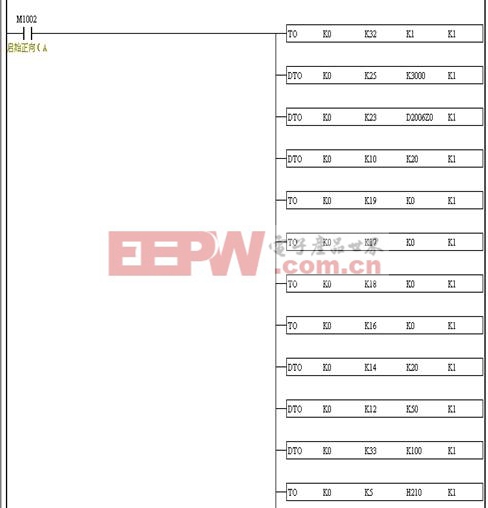
圖2 工作模式初始化
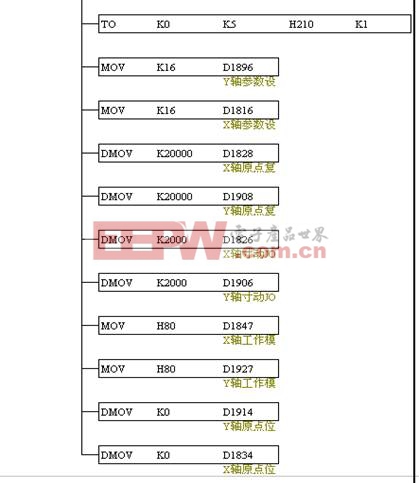
01PU是特殊模塊需要用FORM/TO指令對(duì)其操作。需要注意的是FROM/TO指令比較占用掃描時(shí)間不要使用太多,一次就把需要的賦值的參數(shù)設(shè)置好,而且不要使用一直賦值指令。參考20PM編程手冊(cè)和特殊模塊編程手冊(cè),需要設(shè)置的基本參數(shù)有:
(1)發(fā)送脈沖的方式:脈沖加方向20PM 的X軸賦值K16給D1816,Y軸賦值K16給D189601PU 用TO指令賦值K16到CR#5;
(2)原點(diǎn)回歸速度;
(3)寸動(dòng)速度:可以小些;
(4)X/Y/Z軸工作模式:左右極限停止模式;
(5)減速度、加速度設(shè)定可以根據(jù)實(shí)際設(shè)定。
4.2 坐標(biāo)定義
根據(jù)需要可以做上電自動(dòng)原點(diǎn)回歸動(dòng)作,回歸后坐標(biāo)置0,如圖3所示。

圖3坐標(biāo)定義
4.3 HMI 控制及顯示X/Y/Z軸寸動(dòng)程序
如圖4所示,M5/M6控制X軸正向/反向寸動(dòng),M7/M8控制Y軸正向/反向寸動(dòng),M13/M14控制Z軸正向/反向寸動(dòng)。
如圖5所示,HMI只需要做6個(gè)置位按鈕對(duì)應(yīng)M5、M6、M7、M8、M13、M14,再做6個(gè)數(shù)字顯示對(duì)應(yīng)的現(xiàn)在位置寄存器就可以實(shí)現(xiàn)在HMI上控制顯示X/Y/Z軸坐標(biāo)位置。再做一個(gè)按鈕把X/Y/Z軸的現(xiàn)在位置賦值給特定的寄存器,就可以用這些寄存器作為運(yùn)動(dòng)控制的位置坐標(biāo),實(shí)現(xiàn)對(duì)運(yùn)動(dòng)的自由編輯。

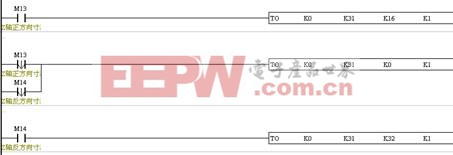
圖4 寸動(dòng)控制

圖5 HMI變量鏈接

手機(jī)電池相關(guān)文章:手機(jī)電池修復(fù)
燃?xì)鈭?bào)警器相關(guān)文章:燃?xì)鈭?bào)警器原理




評(píng)論