M型磨床電氣控制系統的PLC變頻調速的設計方法

3 PLC程序設計
3.1 PLC狀態圖
根據圖1、圖2、表1和表2所示內容,設計出PLC的狀態圖,如圖4所示。
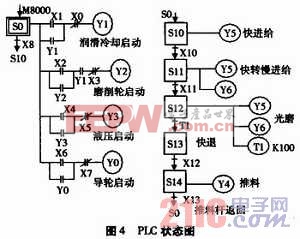
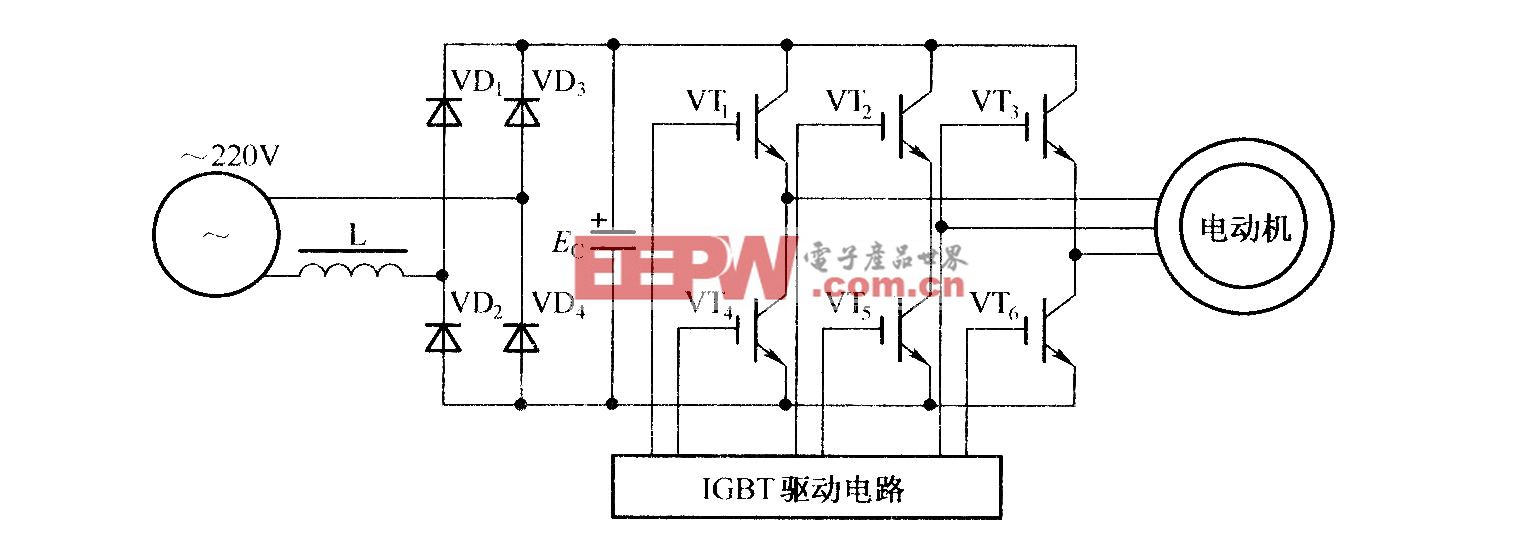
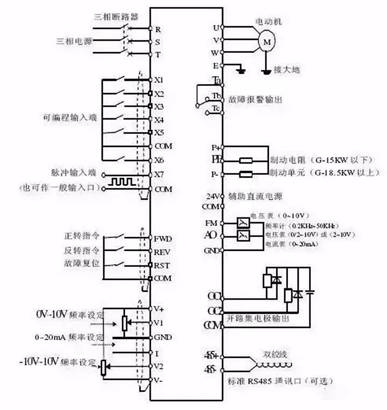
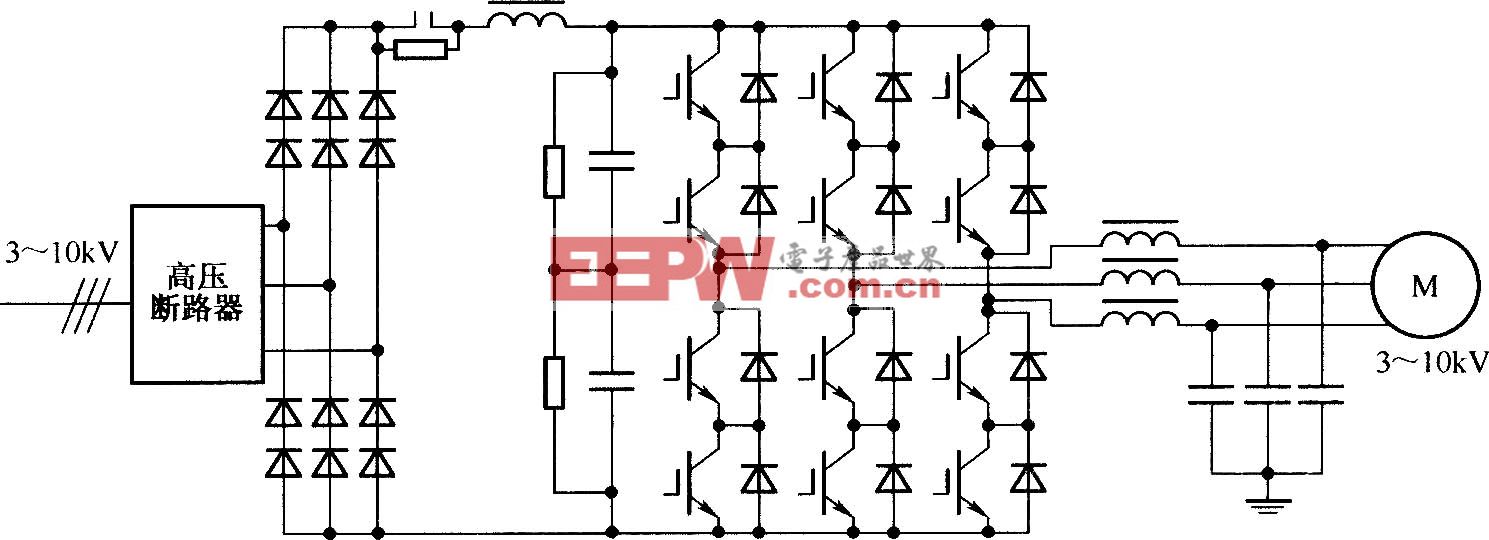
在圖4中,共有6個狀態,S0狀態為等待啟動選擇狀態,PLC上電時M8000始終把S0打開,在此狀態下應首先把潤滑和冷卻電動機啟動起來,然后才可以啟動磨削輪電動機。液壓電動機和導輪電動機根據加工需要實行隨機啟動,導輪電動機啟動后,其速度通過變頻器可以無級調速,一個可變電位器R與變頻器連接,如圖3所示,旋動R,可以改變導輪電動機的轉速。
S10-S14狀態為M1050型無心磨床的切入磨削循環。按下切入磨削循環啟動按鈕X8,無心磨床進入S10狀態。S10狀態下,Y5通,電磁閥2CT得電,導輪架快速進給。快進到位,導輪架進給快轉慢傳感器1XK(X10)閉合,快進停止,磨床進入S11狀態。S11狀態下,Y5、Y6通,電磁閥2CT、3CT得電,導輪架快轉慢進給。慢進到位,導輪架進給到底傳感器2XK(x11)閉合,慢進停止,磨床進入S12狀態。S12狀態下,Y5、Y6通,電磁閥2CT、3CT得電,定時器T1定時10秒,磨床進入光磨階段。光磨時間到,定時器T1閉合,光磨結束,磨床進入S13狀態。S13狀態下,電磁閥全部失電,導輪架快速退回。導輪架后退到位,導輪架后退到位傳感器3XK(X12)閉合,快退停止,磨床進入S14狀態。S14狀態
下,Y4通,電磁閥1CT得電,推料桿推料。推料到位,推料桿推料到底傳感器4XK(X13)閉合,推料停止,磨床進入S0狀態,推料桿返回,回到第一步S0狀態,等待下一次的一個新的工作循環。
3.2 PLC步進梯形圖
根據圖4所示的PLC的狀態圖,可以設計出PLC的步進梯形圖,進而可以寫出PLC程序清單,此處從略。
4 結束語
系統結合了機械、PLC、變頻器等方面的技術,用較低的成本成功地對原有控制系統進行新的設計,使得該M型磨床適應了自動化控制的要求,在實際使用中性能穩定,操作方便,生產效率高,取得了很好的經濟效益。






評論