模糊控制在燒結爐溫控系統中的應用

摘要:為提高燒結質量,滿足現代工業生產工藝需求,以先進的自動化控制設備為核心,以基于友好的人機界面為交流窗口,采用智能控制技術來控制燒結爐運行的燒結工藝正逐步顯示出其優良的特性與強大便捷的操作功能。闡述了幾種燒結爐溫控方式,并在此基礎上提出和設計了一種基于模糊PID控制的新方法來控制燒結爐爐溫。
關鍵詞:PLC;燒結爐;模糊控制;燒結溫度
0 引言
真空脫蠟燒結一體爐可一次性完成脫膠、燒結、冷卻和收取成型劑的全套工藝流程。其在傳統燒結爐結構的基礎上增加了一個石墨內膽,并采用低壓載氣脫蠟工藝,經收蠟裝置分離出粘結(成型)劑后,余氣以多種方式排出。由于采用了上述工藝方式,成型劑在爐內不會接觸冷的表面及在爐內積存,也不會污染保溫層和發熱體。真空燒結是硬質合金的主要生產工藝,該燒結工藝要求真空脫蠟燒結一體爐的爐溫必須按照相應需燒結產品燒結過程中的升溫曲線進行控制,跟蹤誤差和超調量都有嚴格的指標要求。由于真空爐的動態特性具有非線性、時變性等特點,如純滯后時間隨爐溫大范圍非線性變化,單爐燒結的產品重量不等導致熱慣性差別很大等。因此真空爐的溫度控制是個難題。
模糊理論是在模糊集合理論的數學基礎上發展起來的。模糊集合理論是由Zadeh教授于1965年創立的。主要包括模糊集合理論、模糊邏輯、模糊推理等方面的內容。經典控制理論是建立在系統的精確數學模型基礎之上,而模糊控制方法則無需知道被控對象精確的數學模型,對時變、滯后及多輸入多輸出等復雜系統都能進行有效控制。模糊控制具有內在的并行處理機制,對被控對象的特性變化不敏感,具有極強的魯棒性。為保證控制精度及盡量避免系統的復雜性,模糊控制器一般采用二維結構,及以偏差e及ec作為控制器的輸入。反模糊化方法主要有最大隸屬度法、重心法(加權平均法)及取中位數法。
1 傳統溫控方式
1.1 由PLC、觸摸屏構成的過程控制系統
這種工業過程控制系統由PLC執行現場控制,微機進行復雜的控制計算、提供圖形化的過程控制界面來確保系統的全自動性和可重復性。電氣設備操作人員只需關注設備監控系統界面并控制觸摸屏即可對現場設備進行操作。此方案控制方法先進,溫度控制品質能得到保障。缺點是技術改造受現場環境條件制約,且成本高,不易在中小型企業推廣。目前該方法主要用在一些大型壓力真空爐上,如德國PVATepla公司的COD真空加壓燒結爐和AID真空工業股份公司的過壓真空燒結爐。
1.2 由智能溫控器組成單回路控制系統
(1)以日本島電公司高精度FP21、FP23、FP93型PID程序調節器,千野KP1000系列程序調節儀,日本橫河uP350/550,750溫控儀等為代表,采用多組PID控制的方案,各組PID參數隨SV(設定值)自動切換。
(2)以英國歐陸公司2400系列PID調節器和廈門宇電公司AJ-808P人工智能工業調節器等為代表,采用單組PID控制的方案,控制過程中當意識到發生了振蕩和過沖時(誤差值的偏差超出一定標準),儀表會進行自適應運算,自動調整并修改PID參數或修改輸出值來降低誤差。
2 本文提出的智能溫控方式
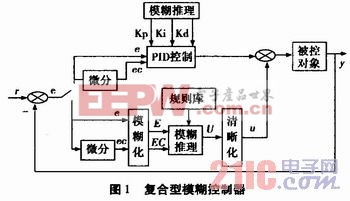
為對硬質合金燒結過程中的燒結溫度進行有效控制,可采用具有一定智能化的自適應模糊PID控制器。該控制器采集輸入設定值與反饋值之間的偏差E及偏差的變化率EC作為模糊控制器的輸入,通過相應的模糊規則將其模糊量化處理,之后再對處理后的數據進行模糊推理與模糊決策,找出PID的三個參數與E和EC之間的模糊關系,并進行模糊合成及反模糊化,便可產生相應的實際控制量Kp、Ki、Kd,在進行PID調節器調節后,便可對控制對象進行控制。
如圖1所示,偏差e可根據被控系統要求進行切換,以滿足不同控制要求。系統可根據偏差e的偏差變化大小及其變化趨勢對爐溫進行控制,控制系統可據此采用常規模糊控制或模糊PID控制。其突出特點是可以對PID的三個參數進行在線預估,并且可以通過切換來比較控制效果,并據此采取進一步的優化措施。由于對偏差e進行了切換處理,增強了控制器的適應性,這種將PID與模糊控制相融合的方式不僅對燒結爐的溫控系統有益,而且對其他大滯后、強耦合的控制系統均有很高的參考價值。
3 結束語
本文針對真空脫蠟燒結一體爐在硬質合金生產燒結過程中燒結溫度難以控制的問題,采用智能化的模糊控制方法,并與傳統的PID控制器相結合,以偏差切換為控制方式轉換開關,提出了一種復合型的模糊控制器,該模糊控制器不依賴于被控對象精確的數學模型,可有效地滿足生產工藝要求。實踐證明,此方法控制精度高,控制效果好。

pid控制器相關文章:pid控制器原理





評論