M型磨床電氣控制系統的PLC變頻調速的設計方法

摘要:M型磨床是一種自動化程度要求較高的機電設備,用PLC和變頻調速技術改造傳統繼電器控制的無心磨床的控制電路,改變了過去傳統的以時間繼電器為核心的時間控制方式,實現了對無心磨床工序的自動控制,取得了很好的經濟效益。
關鍵詞:無心磨床;PLC;變頻器;自動控制
0 引言
M型磨床是M1050型無心磨床的簡稱,是一種自動化程度要求較高的機床設備,主要對圓錐度小于1:20的圓錐體和各種成型回轉體零件的切入磨加工,附加通磨托架,可作通磨加工。磨床控制系統一直采用繼電器邏輯控制方式,導輪的速度調節由直流變換裝置控制直流電動機得到,既不方便,效率又低。
為了解決上述磨床控制系統的缺點,決定對其電氣控制系統實行新的設計。用PLC和變頻調速技術改造傳統繼電器控制的磨床控制電路,改變了以時間繼電器為核心的繼電器邏輯控制方式,實現了對磨床工序的自動控制。用變頻器控制磨床導轉電動機的轉速后,把過去的直流電動機換成交流電動機,可大幅度提高傳動效率,簡單方便。
1 M型磨床控制的工藝要求及過程
M型磨床由五臺交流電動機驅動,其中一臺電動機需無級變速控制,用變頻器控制該臺電動機得到無級變速。主控電機控制的對象分別是潤滑、冷卻、磨削輪、液壓和導輪。
根據M型磨床切入磨學工藝要求,在一個運轉周期內由3個電磁閥分別控制4個工作對象來完成,一個周期的操作流程如圖1所示。從圖1中可以看出,4個工作對象分別是導輪架快慢進、導輪架快退、推料桿推料、推料桿返回。

2 M型磨床電氣控制系統
2.1 M型磨床電動機主電路設計
為M型磨床變頻調速控制主電路接線原理圖,如圖2所示。
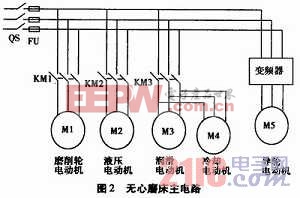
圖中,QS為空氣開關,液壓電動機M2和導輪電動機M5可以隨機啟停,磨削輪電動機M1和潤滑電動機M3二者之間為順序控制方式,即潤滑電動機M3先啟動,磨削輪電動機M1后啟動。導輪電動機M5由變頻器控制,無級調速。
變頻器設定為外部控制方式2,方法是把Pr.79的內容寫為2即可。無級調速是由變頻器上一個外接的電位器調節得到。






評論