基于PLC的自動化立體倉庫系統設計

2 自動化立體倉庫控制系統總體設計
2.1 硬件設計
自動化立體倉庫控制系統硬件組成如圖2所示,主要由安裝組態王監控軟件的監控機、上位機S7-300、下位機S7-200、PROFIBUS現場總線等組成,依靠工控軟件組態王Kingview實現數據的通訊。本文引用地址:http://www.104case.com/article/161793.htm
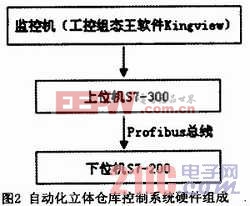
自動化立體倉庫控制系統主要完成采集系統數據;監視系統狀態;處理系統異常情況;負責碼垛機調度;倉庫作業管理;確定庫格;人機交互等任務。
2.2 軟件設計
2.2.1 監控機與上位機S7-300的通信
監控機與上位機S7-300之間通信步驟如下:
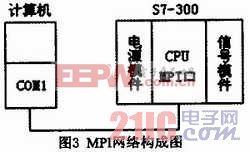
(1)對S7-300硬件進行組態,即對S7-300的機架底板、電源、CPU、信號模件等按其實際配置和物理地址進行組態。其中在CPU的組態中要設置MPI地址,最后將組態程序表下載PLC以確認。如圖3所示。
(2)S7-300軟件編程。在STEP7中,可用梯形圖、語句表或流程圖進行編程,若選擇“線性程序設計”方法,則把所有程序放在組織塊OB1中即可,OB1是PLC操作系統與用戶程序間的接口,PLC周期性調用此模塊。若選擇“結構式程序設計”方法,則通過組織塊OB1調用其它模塊如功能塊FB、數據塊DB等。
2.2.2 下位機S7-200編程
下位機S7-200進行自動控制的程序包括:系統初始化程序、設備就緒程序、手動控制程序、意外處理程序、取出控制程序、送入控制程序、倉庫位置判定子程序、中轉位置定位子程序、進入退出子程序等。圖4為主控制程序流程圖。










評論