控制SMT焊接幾種缺陷方式的解析

2.3.3 回流過程工藝控制
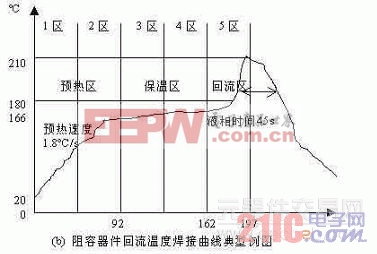
細(xì)間距引線間的間距小、焊盤面積小、漏印的焊膏量較少,在焊接時(shí),如果紅外再流焊的預(yù)熱區(qū)溫度較高、時(shí)間較長(zhǎng),則會(huì)有較多的活化劑在達(dá)到回流焊峰值溫度區(qū)域前就被耗盡。然而,只有當(dāng)在峰值區(qū)域內(nèi)有充足的活化劑釋放被氧化的焊粒,使焊粒快速熔化,從而濕潤(rùn)金屬引腳表面,才能形成良好的焊點(diǎn)。免清洗焊膏,活化程度比要清洗的焊膏低,所以如果預(yù)熱溫度和預(yù)熱時(shí)間設(shè)置稍不恰當(dāng),便會(huì)出現(xiàn)焊接細(xì)間引線橋接現(xiàn)象。我們通過降低熱溫度和縮短預(yù)熱時(shí)間來控制焊膏中活化劑的揮發(fā),保證了免清冼焊膏在焊接溫度區(qū)域的流動(dòng)性和對(duì)金屬引線表面的潤(rùn)濕性,減少了細(xì)間距線的橋接缺陷。針對(duì)細(xì)間距器件和阻容器件,我們采用的回流溫度焊接曲線典型例圖如圖3所示。
3 、結(jié)束語(yǔ)
隨著表面組裝技術(shù)更廣泛、更深入的應(yīng)用于各個(gè)領(lǐng)域,SMT焊接質(zhì)量問題引起人們高度重視。SMT焊接質(zhì)量與整個(gè)組裝工藝流程各個(gè)環(huán)節(jié)密切相關(guān),為了減少或避免上述焊接缺陷的出現(xiàn),不僅要提高工藝人員判斷和解決這些問題的能力,還要注重提高工藝質(zhì)量控制技術(shù)、完善工藝管理,制定出有效的控制方法。只有這樣才能提高SMT焊接質(zhì)量,保證電子產(chǎn)品的最終質(zhì)量。

波峰焊相關(guān)文章:波峰焊原理




評(píng)論