易控組態軟件在紙漿模塑成型機監控系統中的應用

摘要:
本文引用地址:http://www.104case.com/article/160049.htm系統的硬件配置和功能設計。利用PID自整定功能實現真空泵恒負壓控制。利用易控(INSPEC)實現成型機生產的在線監控,自動統計產量并生成報表。實踐表明,該系統的成功解決了目前紙漿模塑生產中負壓波動大、耗能大、廢品率高的問題,提高了工作效率,節省了資源,降低了生產成本,具有很好推廣價值。
關鍵詞:紙漿模塑成型機;易控(INSPEC);恒定負壓;監控系統
引言
紙漿模塑工藝在我國最早應用于紙餐盒、紙托盤的生產,現已越來越廣泛的應用于儀器儀表、家用電器等進出口產品的包裝中。紙漿模塑制品是一種新型的環保包裝材料,具有可重復回收利用、生產過程環保、生產成本低等諸多優點。紙漿模塑制品的生產以廢紙或紙漿為原材料,經過調漿碎漿、成型、烘干、整型等工序,成為具有環保、防震、防水性能的優質包裝產品。
為了能在低值的紙制制品生產中獲取最大的效益,進一步降低生產成本,提高整個紙漿模塑生產線的生產管理水平和質量管理水平,通過對原有生產設備進行改造和效能優化,真正實現了全套生產線各個系統的集中自動控制。本文將針對生產線中重要的成型工序的控制進行重點敘述。
1 紙漿模塑成型機生產過程分析
成型工序由水環真空泵、真空泵供水泵、空氣壓縮機、空氣干燥機、成型機等組成。成型機的作用是利用負壓將配制好的紙漿吸附在紙漿模具上,經過壓模、脫水處理,利用正壓使產品從模具上脫落,然后進入下一工序。在生產過程中,成型機對負壓穩定性要求較高,一般需要負壓維持在-0.05MPa—-0.06MPa之間。負壓越低,成型機的模具吸附的紙漿越少,造成產品的厚度過薄,廢品率增加;負壓越高,一方面容易造成模具堵塞,影響正常生產,另一方面使得產品的厚度過厚,浪費了紙漿和電能。由于成型機的數量已構成一定的規模,所以采用集中供應負壓的方式。所需負壓由兩組真空泵組產生,一組真空泵組包括一臺真空泵供水泵、一臺水環式真空泵。原有的控制系統全部采用接觸器、繼電器等手工操作方式。兩組真空泵組獨立控制,工頻運行,不僅控制方式缺乏靈活性,而且負壓波動也比較大,廢品率較高。每臺成型機之間的生產相對獨立,因生產品種的不同,需要設定不同的工藝參數,由人工記錄生產量并進行統計。
為了保證負壓供應的穩定,我們利用PLC和變頻器對原有設備進行了改造,采用PLC的自整定PID功能,簡單方便的實現了真空泵組的自動切換和自動變頻控制。同時采用Modbus總線技術與上位機易控(INSPEC)組態軟件通信,不僅實現了產品生產的網絡化實時監控,而且能夠自動進行產量統計、提供報表及打印功能。
2 成型機監控系統的設計
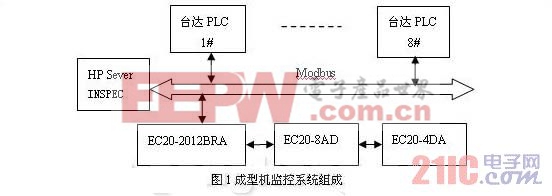
成型機監控系統主要包括上位機組態界面、通信協議、PLC控制系統三部分。系統結構圖如圖1所示。組態軟件選用北京九思易自動化軟件有限公司開發的易控(INSPEC)。易控(INSPEC)軟件能夠支持同時與不同的PLC設備的通信。

pid控制器相關文章:pid控制器原理





評論