化纖柔性生產線自動化設計

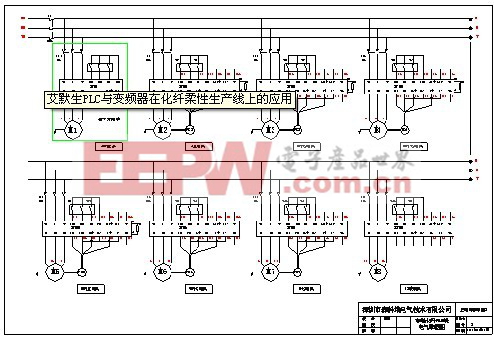
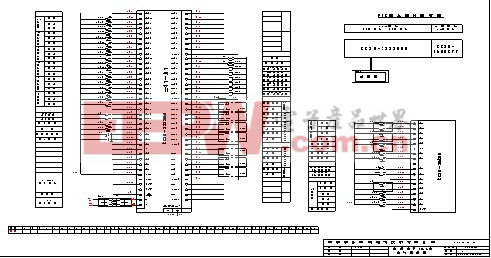
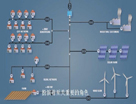
1 前言 柔性生產線具有配置簡單,自動化程度高,可程序化和重新配置的優點,而被廣大用戶所采用。化纖柔性生產線中,擠出機是整個設備的重要部分,而后續各卷繞部分的速度同步才是整個系統的關鍵。系統中多電機速度同步精度的高低,直接影響著化纖絲成品的質量。 在以前的此類生產線中,大多數采用在各輥上安裝現場操作箱,根據實際情況人為調整速度的方法進行控制。這種方案存在如下缺點: 1)不便于數據的集中管理; 2)需要根據各個速度,手工計算牽伸比; 3)實際速度不滿足要求,需要再循環跑到各個區域去調節,操作非常麻煩; 4)廢品率偏高。 針對上述問題,此次設計中,在理念上采用集中控制與分散控制相結合的方式,將觸摸屏與PLC作為控制的核心。觸摸屏設置配方數據,PLC直接計算牽伸比,通訊控制變頻器速度。集中的操控人機界面,并在各輥上安裝現場操作箱,既能在觸摸屏上進行所有的控制,又能在現場進行整個系統的操作。 通訊的應用是現代工業發展的一大主題,用通訊方式設計的系統結構簡單,運行可靠,能有效的避免硬件故障帶來的整個系統的損失。 2 系統簡介 工藝流程如圖1所示 化纖柔性生產線簡介:化纖柔性生產線是化纖絲生產中的一種重要的生產線,它的結構包括擠出機,計量泵,分絲盤,水箱,牽伸輥機(包括加熱和不加熱),導輪,冷卻箱,力矩輥機和收絲機。在加工時,將化纖顆粒放入擠出機漏斗,經過擠出機加熱擠出并在分絲盤將化纖溶體分成幾百束的初級化纖絲后經水冷卻,然后將化纖絲幾十根為一把經過導輪纏繞在各牽伸輥機上逐級拉伸后變成很細的化纖絲成品卷繞在收線盤上。從最初的化纖絲到成品之間化纖絲的初細就靠各輥機運行速度的逐漸加快來確定,具體的快慢由牽伸比設定,不同的產品牽伸比不同。 本系統在設計時充分考慮了操作的簡易性,只需要設定其中的主速度,通過牽伸比就可以把各級的速度分別計算出來,在調節速度時,各級的牽伸比也會自動計算出來,并進行自動保存。 現場操作時,在各級上有一現場操作箱,可以進行速度同升同降,單獨啟動、停止,聯動啟動、停止和緊急停止功能,另外在4熱七輥機和8熱五輥機的兩個操作箱上還裝有兩個線速表,用以顯示當前的線速度,便于現場調節。集中監控時,將控制柜上的選擇開關撥到觸摸屏端,即可用觸摸屏進行啟停操作,但不管集中控制還分散控制,都可在觸摸屏上設定數據和顯示當前頻率和電流。 3 硬件設計 本系統主要由觸摸屏、PLC、變頻器、測速編碼器以及其它一些輔助元器件組成。整個系統通過通訊進行數據傳輸,結構簡單,操作方便,運行可靠。PLC采用艾默生公司的EC20-3232BRA主控制模塊,外帶一個16點的EC20-1600ENN輸入擴展模塊。 EC20 PLC是艾默生小型PLC的最高端產品,它具有高可靠性、高響應性,強勁的通訊功能,豐富的指令集等,其中程序容量可達到12K步,而基本指令時間才0.09μs。它的板件經過了嚴格的三防處理,工作電壓AC85~280V,具有卓越的抗干擾性,是系統穩定運行的可靠保證。最重要的是它自帶了一個RS485/RS232的通訊接口,有豐富的通訊指令,使得和外部設備通訊變得更為簡潔方便。 由于各牽伸輥機對速度要求非常高,所以各牽伸輥機的變頻器均采用艾默生TD3000系列,一共使用了7臺TD3000變頻器,并且3五輥機、4熱七輥機、6熱七輥機、8熱五輥機、9熱七輥機和11七輥機都增加測速編碼器以保證設備對速度精度的要求。12收線機由于設備對速度要求不是那么嚴格,所以采用了不帶測速編碼器的TD3000變頻器。 TD3000變頻器是艾默生公司高性能的矢量控制型變頻器,可以加測速編碼器組成速度閉環控制,能實現轉矩的快速響應和準確控制,能以很高的控制精度進行寬范圍的調速運行。具有自動調諧、零伺服控制、速度控制和轉矩控制在線切換、編碼器斷線檢測、能進行參數考貝等多種功能,并有RS485自由通訊接口,完全可以滿足系統的要求。計量泵采用的是兩臺艾默生EV1000通用型變頻器。 監控人機界面采用10.4寸觸摸屏,進行數據顯示和設定,直觀可靠。 在整個系統中,PLC是控制中心,它可以獨立完成整個控制過程,在觸摸屏發生故障時,仍然可以通過現場操作箱進行控制而不影響整個系統的運行。 系統主控制部分如圖2所示 圖2 電氣主控制原理圖 系統PLC控制部分如圖3所示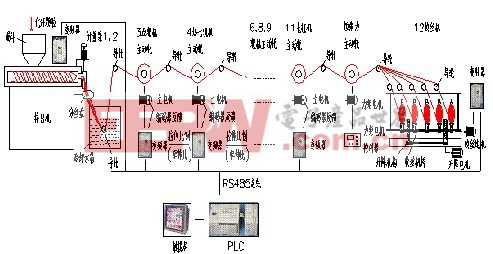




評論