M EM S封裝中的封帽工藝技術

孫瑞花 鄭宏宇 吝海峰
(河北半導體研究所)
摘要:
MEMS 封裝技術大多是從集成電路封裝技術繼承和發展而來, 但 MEMS 器件自身有其特殊性, 對封裝技術也提出了更高的要求, 如低濕, 高真空, 高氣密性等。本文介紹了五種用于MEMS 封裝的封帽工藝技術, 即平行縫焊、釬焊、激光焊接、超聲焊接和膠粘封帽。總結了不同封帽工藝的特點以及不同 MEMS 器件對封帽工藝的選擇。本文還介紹了幾種常用的吸附劑類型, 針對吸附劑易于飽和問題, 給出了封帽工藝解決方案, 探討了使用吸附劑、潤滑劑控制封裝內部環境的方法。
1 引言
近年來, 國內外的微電子機械系統 ( MEMS )研究取得了較大的進展, 很多種類的 MEMS 芯片研究已經相當成熟, 對于先進的微電子機械系統來說, 更多的關注已經集中到這些系統的封裝上面。目前的封裝技術大多是從集成電路封裝技術繼承和發展而來的 , 但 MEMS 器件 自身 有其 特殊 性。MEMS 系統是一個含有多種材料組成的三維結構和活動組件, 并且常常要處于高溫、高濕或酸堿性惡劣環境之中, 所以對封裝技術提出了更高的要求:
( 1 ) 高真空。 EMS 系統常包括可動部件, 如微型閥、微型泵、微齒輪等。為了使運動部件能長期可靠地工作, 需要真空封裝以減小摩擦。
( 2 ) 高氣密性。一些 MEMS 器件, 如微陀螺必須在穩定的氣密條件下才能長期可靠地工作。
( 3 ) 特殊的封裝環境和引出。某些 MEMS 器件 ( 如光 MEMS 器件) 的工作環境是氣體、液體或透光的環境, MEMS 封裝就必須構成穩定的環境, 并能使氣體、液體穩定流動, 使光纖輸入低損耗。
( 4 ) 高隔離度。對 MEMS 射頻開關隔離度尤為重要, 為了保證其他干擾信號盡可能小, 要求對傳感器的某些部位進行封裝隔離, 否則干擾信號疊加在所采樣的有用信號上將使 MEMS 的正常功能難以發揮。
( 5 ) 低應力。在 MEMS 器件中, μm 或 μm/nm 尺寸的部件, 如懸臂梁、微鏡等, 其精度高,但結構脆弱易斷裂, 因此封裝對器件產生的應力應盡可能小。要充分發揮 MEMS 的性能, 就要為其提供適宜的工作環境, 將芯片與外部環境隔離開, 避免不必要的外部干擾及侵害。本文將介紹 MEMS 封裝中的封帽工藝技術及封裝內部環境的控制。
2 封帽工藝技術
將 MEMS 器件組裝到外殼內并完成電連通后,需要用蓋板將外殼密封起來, 即封帽。目前, 主要有平行縫焊、釬焊、激光焊、超聲焊和膠粘等五種封帽工藝技術。
2.1 平行縫焊
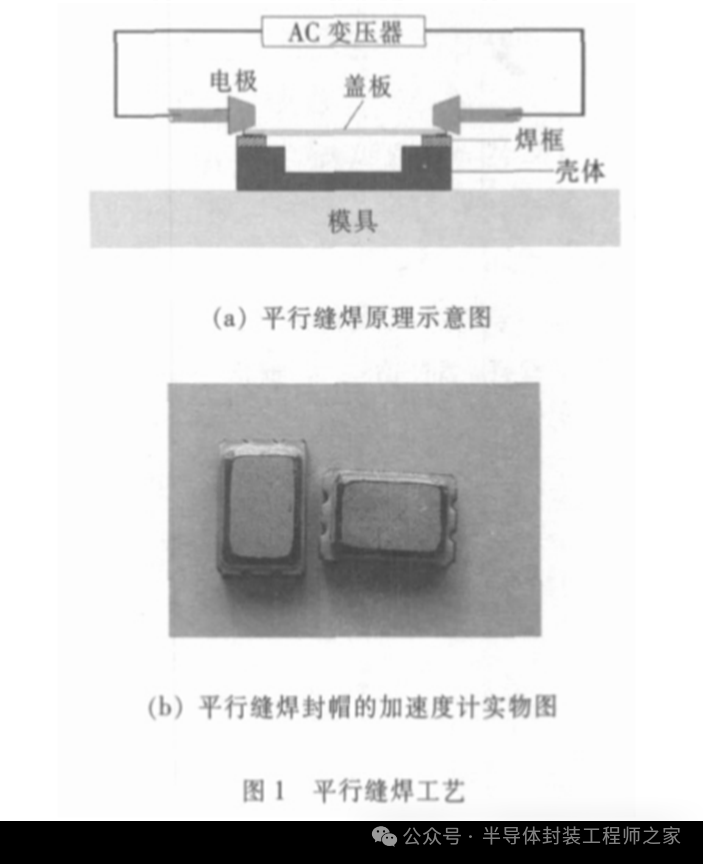
氣密 MEMS 器件最常用的封帽方法是平行縫焊, 平行縫焊是單面雙電極接觸電阻焊, 如圖 1( a ) 所示, 其工作原理是用兩個圓錐形的滾輪電極與金屬蓋板接觸形成閉合回路, 整個回路的高阻點在電極與蓋板接觸處, 電流在接觸處產生大量熱量, 使得蓋板與焊框上的鍍層呈熔融狀態, 凝固后形成一個焊點。在焊接過程中, 電流是脈沖式的,每一個脈沖電流形成一個焊點, 由于管殼做勻速直線運動, 滾輪電極在蓋板上做滾動, 因此就在外殼蓋板的兩個邊的邊緣形成了兩條平行的、由重疊的焊點組成的連續焊縫, 如圖 1 ( b ) 所示。平行縫焊的工藝參數主要有焊接電流、焊接速度、電極壓力、電極錐頂角度等, 只要選擇好焊接規范, 就可以使彼此交迭的焊點形成一條氣密性很好的焊縫,漏氣率小于 5×10 -9 Pa · m 3 /s ( He ) 。平行縫焊僅對局部加熱, 內部芯片溫升低, 因此封焊過程不會對芯片造成影響。平行縫焊機操作箱內可充惰性氣體, 內連的烘箱, 可對預封器件烘烤, 從而有效控制封裝腔體內的水汽含量。
2.2 釬焊
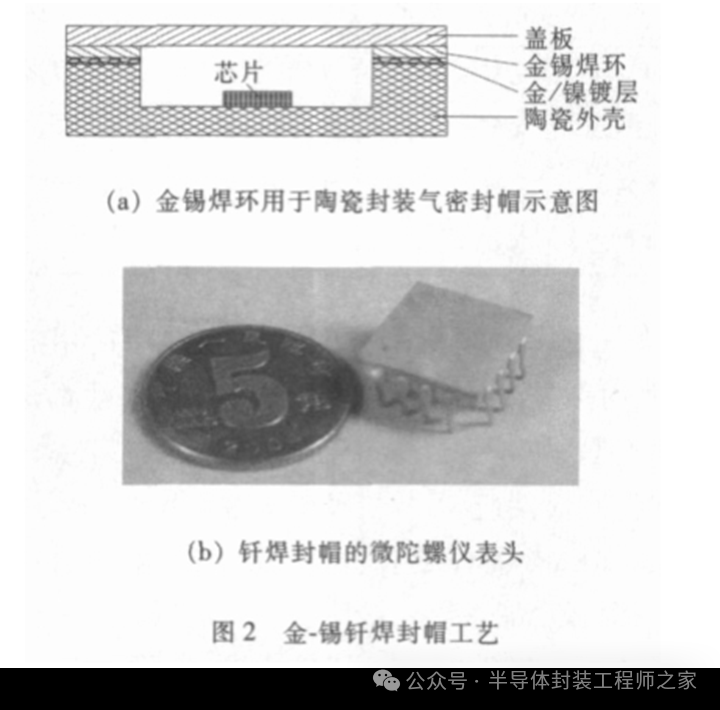
釬焊可實現氣體填充或真空封帽, 它是將焊料放在蓋板和外殼之間施加一定的力并一同加熱, 焊料熔融并潤濕焊接區表面, 在毛細管力作用下擴散填充蓋板和外殼焊接區之間的間隙, 冷卻后形成牢固焊接的過程。蓋板焊料有金錫 (Au 80 Sn 20 ) 、錫 - 銀 - 銅 ( Sn 95.5 Ag 3.8 Cu 0.7 ) 等。高可靠 MEMS 器件最常用的蓋板釬焊材料是熔點為 280 ℃ 的金錫( Au 80 Sn 20 ) 共晶焊料。它具有熔點適中、強度高、浸潤性優良、低黏滯性、高耐腐蝕性、高抗蠕變性等優點。焊料可以涂在蓋板上, 或根據蓋板周邊尺寸制成焊料環。圖 2 ( a ) 是金錫 ( Au 80 Sn 20 ) 焊料環用于陶瓷封裝氣密封帽示意圖; 圖 2 ( b ) 是釬焊封帽的微陀螺儀表頭。
影響焊接質量的工藝因素有爐溫曲線、最高溫度、氣體成分、工夾具等。在爐內密封時, 需要采用惰性氣體 ( 一般為 N 2 ) 保護, 以防止氧化; 或真空焊接, 焊接溫度在 280 ℃ 的共熔溫度以上約350 ℃的峰值溫度下, 保溫時間一般為 3~5 min 。選擇好焊接參數, 封帽成品率可在 98% 以上。
2.3 激光焊接
激光焊接是利用激光束優良的方向性和高功率密度的特點, 通過光學系統將激光束聚集在很小的區域和很短的時間內, 使被焊處形成一個能量高度集中的局部熱源區, 從而使被焊物形成牢固的焊點和焊縫。利用激光器可以對熱塑性塑料、陶瓷和金屬封裝與幾乎所有透明材料制成的蓋板密封。不同的材料具有不同的密封機理, 熱塑性塑料可以軟化結合, 熱固性可以固化, 玻璃熔融, 焊料熔化, 金屬可以被釬焊甚至焊接。激光焊接能夠焊接不規則幾何形狀的蓋板和外殼且具有焊縫質量高的特點。若進行氣密性封焊, 一般都能很容易地達到漏氣率小于 5×10 -9 Pa · m 3 /s ( He ) 。激光器能量高度集中和可控, 加熱過程高度的局部化, 不產生熱應力, 使熱敏感性強的 MEMS 器件免受熱沖擊。
利用穿過玻璃的激光能量將玻璃蓋板密封到LCP 模塑封裝上, 其示意圖如圖 3 所示。
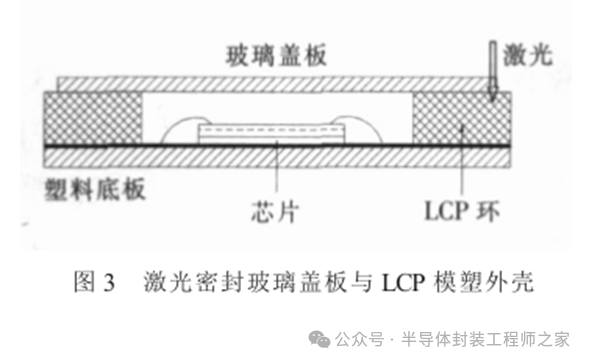
玻璃密封能通過粗檢漏和氦細檢漏測試, 在靈敏度范圍為 1×10 -9 atm · cm 3 /s He 的情況下, 檢測25 只樣品沒有發現一只漏氣。結果表明激光焊接是一種將玻璃蓋板密封到模塑 LCP 的實用方法。熱塑性塑料可以作為一種粘接材料, 放在非塑料封裝和玻璃之間。穿過玻璃的激光能量被塑料吸收,并轉換成熱使塑料軟化。 LCP 是用于玻璃和陶瓷粘接的準氣密粘合劑。
2.4 超聲焊接
超聲焊接就是使用超聲能量來軟化或熔化焊點處的熱塑性塑料或金屬。其工作原理為: 震動能量通過一個能放大波幅的增幅器傳輸, 然后超聲波傳輸到聲極, 直接把震動能量傳遞到要組裝的零件, 聲極也能施加焊接所需的焊接壓力, 震動能量通過工件傳輸到焊接區, 在焊接區通過摩擦, 機械能再轉換成熱能, 使材料軟化或熔化到一起。
通過施加一定的壓力和超聲震動, 可以將蓋板焊接到封裝體上: 典型頻率為 20 、 30 或 40 kHz 。焊接質量取決于設備和零件的設計、焊接材料的性能以及能量過程, 常規零件的超聲焊接時間小于1 s 。此工藝的特點是能效高、成本低、生產效率高、易實現自動化。一些 MEMS 使用的 LCP 模塑封裝和蓋板是用超聲焊完成的[ 4 ] 。對于低量程的MEMS 加速度計懸臂梁其諧振頻率在 5 kHz 以下,超聲頻率不會引起諧振也不可能造成粘附和損傷, 對于大量程的 MEMS 加速度計諧振頻率均在50 kHz 以上, 懸臂梁的剛度較大, 超聲頻率不會對其造成任何影響。
2.5 膠粘封帽
所有材料都可以采用有機粘合劑密封, 最通用的蓋板粘合劑是以熱固性環氧為典型代表的熱固化粘合劑, 環氧對大多數金屬 ( 尤其是含有某些氧化物的金屬) 、塑料、陶瓷和玻璃有很強的粘附性。粘合劑可以是觸變軟膏、低黏度流體或固態膜的形式。軟膏可以絲網印刷在蓋板底部或封裝墻體的上部邊緣上, 隨后, 將蓋板固定在封裝體上, 并加熱和加少量力, 可以直接加熱蓋板 - 封裝或將整個封裝組件移進一個爐子內。 RJR 公司的預涂 B類粘合劑已經用于不同種類型的零件和蓋板中, 它們用于光和 MEMS 腔型封裝的密封封帽。但是這
些 B 類環氧在室溫下會慢慢聚合, 它們都有儲存期限, 零件儲存在冰箱中, 儲存期可以延長至一年左右。這種封裝形式非常適合對環境要求不是很苛刻的 MEMS 器件, 如 MEMS 光開關、 MEMS光可變衰減器和一般用途的 MEMS 慣性器件。
五種封帽工藝的特點及適用于 MEMS 器件(或組件) 的類型列于表 1 。
3 封裝腔內環境控制
3.1 使用吸附劑
吸附劑是選擇性的清除劑或吸引劑, 對于高真空密封封裝, 即使進行了嚴格的密封前烘烤除氣,封裝完成后仍有一定的氣體從各部件內部表面釋放出來, 使用吸附劑可保證封裝內部良好的真空狀態。吸附劑包括氣體、液體和固體吸附劑。重要的氣體吸附劑包括氧氣和氫氣吸附劑, 氫氣和氧氣在氣密封裝內部均可被發現, 并且已知是有害的。最重要的液體吸附劑的目標是水, 水在高真空條件下是水蒸汽。一些濕氣吸附劑也能吸附封裝內部發現的氨、二氧化硫和其他有害物質。吸附固體的吸附劑是通用的, 無論何種成分的微小粒子均可被其俘獲。表 2 列出了常用的吸附劑。
濕氣和微粒吸附劑是 MEMS 封裝中使用的最重要吸附劑類型。濕氣對任何電子器件一般都是有害的, 但是它對于所有 MEMS 產品尤其棘手, 因為濕氣會引起粘連。微粒吸附劑對微鏡陣列和可以活動的 MEMS 器件更有價值。微粒吸附劑通常設計成一個多功能系統, 常用的多功能吸附劑, 例如STAYDRY GA2000-2 ( CSPM ) , 具有除濕和吸附微粒的功能, 能夠增加工作壽命和 PIND 測試通過率。吸附劑有膏狀和固體膜形式,較常用的是固體膜形式, 塑性粘合劑制成的固體膜, 具有內粘附特性, 可按尺寸切割并粘貼到封裝腔體內。膏狀吸附劑可印刷或點涂在蓋板或封裝體上。這些產品都有特定的固化或烘干步驟。
使用吸附劑的 MEMS 器件在封帽時, 應先激活吸附劑, 以使其達到最大的效能。不同類型的吸附劑要求的激活溫度與時間不同。如 STAYDRYGA2000-2 ( CSPM ) , 激活溫度為 225 ℃ , 時間30 min , PaGe ( saes ) 激活溫度為 300 ℃ , 時間15 min 。要根據所選吸附劑的類型確定具體的封帽步驟。如果吸附劑的激活溫度低于焊料的熔點, 可以將蓋板和管殼組裝后一同加熱, 達到吸附劑的激活溫度和時間后再升至封帽溫度完成封帽過程。如果吸附劑的激活溫度高于焊料的熔點, 就要采用特殊的設備和工裝夾具, 保證在加熱激活吸附劑時,管殼密封區溫度低于焊料的熔點。通常是將吸附劑固定到蓋板上, 焊料環固定到管殼的密封區, 如圖4 所示。圖 5 是陀螺儀的封帽模具示意圖 ( SST ) ,將管殼置于模具的下層, 蓋板置于可移動層, 蓋板和管殼之間有一定的距離, 在加熱激活吸附劑時,管殼不加熱, 當達到要求的激活溫度和時間后, 可移動層下移, 使蓋板與管殼緊密接觸, 按封帽曲線進行封帽。
3.2 使用潤滑劑
在 MEMS 封裝中加入揮發性的潤滑劑以降低摩擦和磨損, 所用材料可以是能釋放氣體的固體,其使用方法與吸附劑類似。也可以使用液體材料,在封蓋之前, 向封裝內滴入一小滴即可。一個用Z-DOL ( monti edison ) 得到的全氟聚酯 ( PFPE )潤滑劑單分子結合層, 可大大減小靜摩擦力, 也使得接觸界面對環境不敏感。高溫會引起潤滑劑分子的解吸和分解, 不同種類的潤滑劑容許的最高溫度不同, 如 Z-DOL 、 AM3001 和 A20H 容許的最高溫度分別為 183 ℃ 、 280 ℃和 326 ℃。在選擇封帽工藝, 確定封帽步驟時, 要充分考慮所選擇的潤滑劑的熱穩定性。
4 結束語
封帽是 MEMS 封裝中的一道關鍵工藝, 對MEMS 而言, 封裝的內部環境至關重要。有些器件必須高真空條件下才能具有功能, 有些 MEMS 器件則需要低濕和低氧環境以防止器件粘連及氧化;還有一些 MEMS 器件需要加入潤滑劑以降低摩擦和磨損。 MEMS 是迄今為止封裝界所遇到的最為特殊的器件, 要針對 MEMS 器件的不同要求, 選擇恰當的封裝方式才能充分發揮 MEMS 的性能。
來源:半導體封裝工程師之家
-End-
*博客內容為網友個人發布,僅代表博主個人觀點,如有侵權請聯系工作人員刪除。
