基于DSP應用于線切割機床的脈沖電源設計(08-100)

放大電路的設計
本文引用地址:http://www.104case.com/article/91736.htm使用常用放大器AD8072,其設計的電路圖如圖3所示。
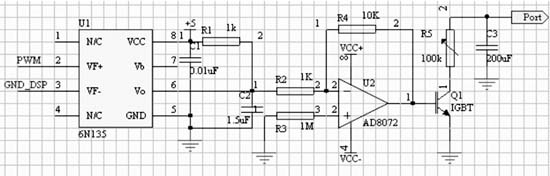
圖3 采用AD8072設計的主電路圖
放電間隙電壓狀態檢測電路
在微細電火花線切割加工過程中,間隙電壓隨著加工狀態的變化而變化,通過實時采集間隙電壓,便可知該時間段內的加工狀態,進而控制工作臺的進給方向,實現加工進給的閉環控制。這樣不但能有效地控制加工后的表面質量,同時可以兼顧加工效率。
對于線切割而言,由于各種干擾因素的存在,根據一次采樣值判斷間隙的狀態是不準確,在設計中就采用多次采樣求平均值的方法,顯然這樣就增加了每次判斷加工狀態的周期,但與之相矛盾的是較短時間段內的短路或電壓不穩定就可以造成加工后的表面粗糙度惡化,如果系統反應時間過長,程度則更為嚴重。因此相對于一般的電壓檢測系統,用于微細加工的電壓檢測系統應該具有更快的響應速度。
工件與電極絲兩極之間的電壓經濾波分壓后引入TMS320F2812的A/D口后,將連續變化的模擬信號轉換為離散的數字信號,DSP定時將轉換后的數字信息讀入并進行相應的處理,當讀入數據個數達到規定數目后進行平均運算,運算完成后DSP將平均后的電壓值通過異步串行通訊電路傳入上位機。
我們首先可以通過仿真與實驗結果分別對高低電壓兩種情況對PWM占空比的要求存入TMS320F2812的寄存器中。我們可以通過A/D轉換來檢測主電路是高電壓切割還是低電壓切割。然后通過PC機傳送命令給TMS320F2812產生與所需波形相應的PWM的占空比,這樣我們可以更好的去控制主電路電極絲上的電壓切割波形。本設計的DSP2812在電源實際工作過程中,DSP絕大部分時間用于間隙電壓信息的采集、運算及傳送,僅有少量時間用于脈沖電源控制參數的中轉,可以有效地提高DSP的工作效率。
線切割脈沖電源的仿真
本設計采用了pspice9.2軟件做主電路波形仿真。在仿真中限流電阻分別設置成1、2 、5 Ω等通過設置不同的電阻與不同的PWM占空比來尋找合適的波形,如圖4所示,操作人員可以設置開關的通斷來設置主電路的電阻大小。

圖4 主電路限流電阻設計




評論