艾默生工控產(chǎn)品在鋼簾線中的應(yīng)用

一 概述
本文引用地址:http://www.104case.com/article/82589.htm鋼簾線主要用于汽車輪胎生產(chǎn),隨著汽車工業(yè)的迅速發(fā)展,鋼簾線市場前景被看好。02年至今,江蘇、山東、遼寧以及湖北等地一直在興建和擴(kuò)建鋼簾線生產(chǎn)基地。通過對前期引進(jìn)設(shè)備的消化和吸收以及國內(nèi)機(jī)電技術(shù)水平的提升,目前鋼簾線的生產(chǎn)設(shè)備如直線式拉絲機(jī)、中絲熱處理設(shè)備、水箱拉絲機(jī)、合股成繩機(jī)以及外繞機(jī)都在逐漸國產(chǎn)化。為適應(yīng)日益激烈的市場競爭,提升設(shè)備性能,降低設(shè)備成本,尋求創(chuàng)新型解決方案就成為設(shè)備商和最終生產(chǎn)廠家的重要關(guān)注點(diǎn)。
二 工藝要求及控制系統(tǒng)組成
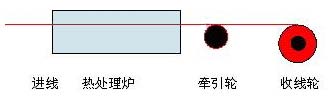
中絲熱處理是對半成品鋼絲通過熱處理正火,消除鋼絲在拉拔過程中產(chǎn)生的加工硬化,它是一種連續(xù)加工工藝,示意圖如下:
工藝要求:
1、 對于一定直徑(d)的半成品絲,牽引速度(V)要保持恒定,即d/V值恒定。
2、 牽引輪和收線輪之間的半成品絲的張力(F)要保持恒定。同時(shí)因?yàn)槭站€輪采用中心收卷方式,應(yīng)該進(jìn)行張力錐度控制。
廠家條件:
1、 為控制成本,廠家只提供時(shí)序邏輯控制信號,不提供如張力反饋、電機(jī)編碼器等信號。
2、 供應(yīng)商產(chǎn)品必須有在國內(nèi)拉絲機(jī)龍頭企業(yè)兩年以上成熟應(yīng)用經(jīng)驗(yàn)并提供解決方案。
分析:如果不考慮上述限制條件,上述工藝通過一個(gè)非常普通的中心收卷方案就可以解決。因?yàn)榘袑iT針對此類工藝的TD3300張力控制專用變頻器,可是TD3300變頻器三種張力控制方式所要求的條件(張力反饋信號或張力開環(huán)閉環(huán)矢量轉(zhuǎn)矩模式)均不具備。為此,我們?yōu)閺S家提供了如下的解決方案,并得到了廠家認(rèn)可。
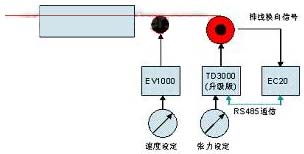
如上圖,根據(jù)驅(qū)動輪穩(wěn)速精度要求,選擇了EV1000變頻器。整個(gè)工藝的難點(diǎn)在于收線輪的張力控制。根據(jù)收卷輪運(yùn)行頻率范圍(60Hz~5Hz)以及半成品絲的張力控制精度要求(±20%),決定采用TD3000變頻器直接進(jìn)行轉(zhuǎn)矩控制,轉(zhuǎn)矩設(shè)定指令由PLC根據(jù)用戶的設(shè)定進(jìn)行一系列計(jì)算之后給出。而根據(jù)工藝要求的PLC點(diǎn)數(shù)以及程序容量與計(jì)算速度,決定選用艾默生新推出的EC20-BRA2012 PLC。
三 控制原理
1、半成品鋼絲收線速度控制
由于EV1000變頻器運(yùn)行穩(wěn)速精度<±1%的額定同步轉(zhuǎn)速,完全滿足工藝對速度控制精度的要求,因此只需要根據(jù)線徑就可以計(jì)算出所需設(shè)定的變頻器頻率。
2、半成品鋼絲收卷張力控制
張力控制是通過變頻器與PLC配合來完成的,其控制思路如下:
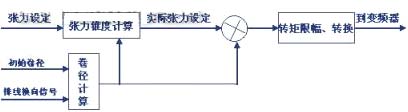
卷徑計(jì)算
由于有排線器裝置,排線器從一邊運(yùn)行到另一邊時(shí)會產(chǎn)生一個(gè)換向信號,我們將此信號傳遞給PLC,一但PLC檢測到此信號,則認(rèn)為卷徑發(fā)生變化,具體計(jì)算關(guān)系如下式所示。

式中n表示收到第n個(gè)排線換向信號,Dn表示第n圈時(shí)的卷徑,D0表示空卷時(shí)的卷徑,d表示線徑,而k表示卷徑校正系數(shù),一般由經(jīng)驗(yàn)獲得,和線徑相關(guān)。上述公司經(jīng)過實(shí)際驗(yàn)證,和實(shí)際情況比較吻合。
張力計(jì)算
處于成本考慮,我們沒有為PLC配置模擬輸入和輸出模塊,而是巧妙地借用了變頻器的模擬輸入輸出口以及PLC標(biāo)配的RS485通行串口來實(shí)現(xiàn)張力的設(shè)定。首先用戶將張力設(shè)定電位器連接到變頻器模擬輸入AI1,變頻器自身只是采集該模擬量值,但并不對該模擬量進(jìn)行任何處理,然后PLC利用內(nèi)置的標(biāo)準(zhǔn)通信函數(shù)與變頻器通信,讀取模擬量輸入值,轉(zhuǎn)化為張力設(shè)定值。在此處需要注意的是根據(jù)變頻器串口通信協(xié)議,PLC讀入值0~2000代表變頻器AI1口電壓輸入值為-10V~+10V。
根據(jù)工藝要求,隨著卷徑增加(滿卷與空卷之比可達(dá)4:1),收線張力必須按一定規(guī)律減小,否則會發(fā)生外層絲勒到里層中去,導(dǎo)致纏絲現(xiàn)象。PLC根據(jù)下面公式來進(jìn)行張力錐度公式進(jìn)行計(jì)算:
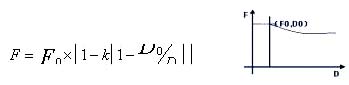
式中,F(xiàn)為實(shí)際設(shè)定張力,F(xiàn)0為電位器設(shè)定張力,D0為空卷卷徑,D為當(dāng)前卷徑,k為錐度校正系數(shù)。其趨勢圖如右邊所示。
設(shè)置了相應(yīng)的密碼(PLC可提供3 級用戶密碼權(quán)限)。保護(hù)用戶程序的私密性。
轉(zhuǎn)矩計(jì)算
基于上述卷徑與張力的處理,我們可知收卷處所需要的轉(zhuǎn)矩為
可以計(jì)算出需要設(shè)定的轉(zhuǎn)矩百分比,通過通信直接寫入變頻器功能碼中就可以了。
四 運(yùn)行調(diào)試
這種設(shè)備運(yùn)行耗費(fèi)大量的電能,而且調(diào)試會浪費(fèi)昂貴的金屬線材,因此用戶一般不會給設(shè)備廠家提供較長的調(diào)試時(shí)間,這就需要我們在正式調(diào)試前做大量而仔細(xì)的工作,確保一次成功。
1、仔細(xì)檢查線路圖,確保強(qiáng)電與弱點(diǎn)接線正確,盡量遵循變頻器與PLC用戶手冊給定的走線方式。
2、因?yàn)镋V1000和TD3000都具備電機(jī)參數(shù)自學(xué)習(xí)功能,特別是TD3000,因?yàn)檫\(yùn)行在開環(huán)矢量轉(zhuǎn)矩方式,一定要進(jìn)行自學(xué)習(xí)。
3、在正式調(diào)試前,將PLC與變頻器通信程序調(diào)通,確保讀取與寫入?yún)?shù)正確。
4、驗(yàn)證PLC的脈沖記數(shù)功能。
5、對PLC各計(jì)算子程序進(jìn)行驗(yàn)證,確保計(jì)算無誤。
6、按照工藝要求,認(rèn)真分析各時(shí)序邏輯信號,做出正確的程序。
經(jīng)過上述仔細(xì)準(zhǔn)備,調(diào)試起來非常順利。
在和用戶充分溝通、了解工藝要求與原理的基礎(chǔ)上,結(jié)合艾默生公司工控產(chǎn)品的功能和特點(diǎn),實(shí)現(xiàn)了極高性價(jià)比的中絲收線系統(tǒng),這套系統(tǒng)具有如下的優(yōu)點(diǎn):
1、 系統(tǒng)電氣配置非常簡潔
一般帶張力控制的收放卷系統(tǒng),不是設(shè)計(jì)成帶張力反饋的張力閉環(huán)控制系統(tǒng),這種情況下用戶需要張力反饋信號,會增加機(jī)械和電氣成本,就是讓矢量控制變頻器工作在轉(zhuǎn)矩模式,這種方式對變頻器性能要求比較高,而且必須加裝電機(jī)編碼器,也增加了設(shè)備成本,并且編碼器安裝也費(fèi)工費(fèi)時(shí)。通過對收線設(shè)備的技術(shù)要求進(jìn)行分析,確認(rèn)TD3000變頻器開環(huán)矢量轉(zhuǎn)矩模式的轉(zhuǎn)矩控制精度完全可以滿足設(shè)備要求。當(dāng)然這和TD3000先進(jìn)的矢量控制算法是分不開的。
此外,EC20 系列PLC的標(biāo)準(zhǔn)配置非常豐富,它標(biāo)準(zhǔn)配置了兩個(gè)通信口,其中之一就是RS485接口。因此在無需增加額外成本的情況下可以和變頻器建立高效的通信。由于標(biāo)配的通信功能,為系統(tǒng)節(jié)省了一個(gè)模擬輸入模塊和一個(gè)模擬輸出模塊。
2、 系統(tǒng)調(diào)試簡單易行
在小型電氣控制系統(tǒng)中,設(shè)備間通信的調(diào)試都是一個(gè)難點(diǎn)和重點(diǎn)。但艾默生EC20-PLC自動集成了艾默生變頻器通信協(xié)議,因此通信非常簡單,只需一條指令就可解決問題。以設(shè)定變頻器運(yùn)行頻率為例,步驟如下:首先在工程管理器中的通信設(shè)備連接項(xiàng)的變頻器連接表中設(shè)定變頻器地址,型號,廠家,協(xié)議。然后直接利用如下指令即可:
—[ FRQ 2 D0 M0 D2 ]
其中,2表示對當(dāng)前地址為2的變頻器進(jìn)行通信,D0存放要設(shè)置的頻率,M0和D2都是反映指令執(zhí)行的餓狀態(tài)。
3、系統(tǒng)的可靠性很高
艾默生變頻器很早就進(jìn)入鋼簾線行業(yè),并針對鋼簾線行業(yè)變頻器使用環(huán)境進(jìn)行了專門的改進(jìn),有著很好的環(huán)境適應(yīng)性。
一般鋼簾線工廠都有自建的電廠,和標(biāo)準(zhǔn)電網(wǎng)質(zhì)量相比,電廠發(fā)電質(zhì)量不好,因此我們在變頻器輸入端設(shè)計(jì)了特殊的處理電路,能夠有效容忍電網(wǎng)質(zhì)量一定程度的下降。此外,變頻器適應(yīng)電網(wǎng)電壓波動范圍大,如TD3000電網(wǎng)電壓波動范圍在額定輸入電壓的±20%。
針對鋼簾線多粉塵的潮濕環(huán)境,艾默生工控產(chǎn)品(變頻器與PLC)的所有單板及器件引腳都進(jìn)行三防漆的處理,而且采用獨(dú)立的散熱風(fēng)道,更有效地降低金屬粉塵的影響。
六:結(jié)束語
高性價(jià)比系統(tǒng)的設(shè)計(jì)必須建立在對生產(chǎn)工藝流程的了解之上,必須建立在對變頻器和PLC性能與功能特點(diǎn)的熟悉之上,兩者的緊密結(jié)合,才能為客戶提供極具競爭力的解決方案。
TD3000變頻器先進(jìn)的算法,較好的開環(huán)矢量轉(zhuǎn)矩控制精度是整個(gè)系統(tǒng)的關(guān)鍵所在。
艾默生推出的EC20 PLC經(jīng)受住各種環(huán)境的考驗(yàn),充分驗(yàn)證了艾默生工控產(chǎn)品高度的可靠性。



評論