PROFIBUS-DP現場總線在磨床改造中的應用

2 改造后磨床數控系統及其組建方法
2.1 改造后磨床數控系統的結構和硬件配置
改造后磨床的數控系統采用現場總線技術, 用一根通信電纜代替了大量的I/O電纜, 用數字化的通信代替了4~20mA /24VDC 信號, 用于實現對現場設備的控制和監測。其數控系統的組成結構如圖1所示。
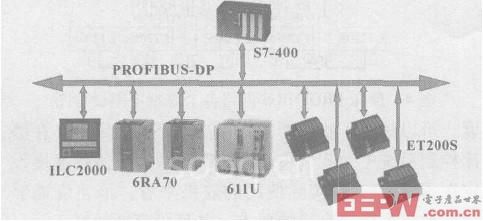
圖1 基于PROF IBUS - DP的磨床數控系統結構圖
整個PROFIBUS - DP網絡由11個站組成, 其DP主站采用S7 - 400可編程控制器, 該可編程控制器所采用的 CPU 412 - 2DP配備有PROF IBUS - DP通訊端口, 可以組建多達127 個站點的PROF IBUS - DP現場總線網絡。其余10個DP從站分別由ILC - 2000數控單元、ET200S分布式I/O 模塊以及全數字直流變頻器6RA70 和全數字交流驅動器611U 組成, 其中ET200S分布式I/O模塊被安裝在磨床的工件側床身、往復臺、上刀架和中央液壓系統這4個部分。212 用S7 STEP 7軟件組建磨床分布式I/O在S7 - 400 中, 不需要為現場總線編寫通訊程序, 只要通過STEP 7軟件包對DP主站和所有DP從站進行硬件組態, 統一分配地址即可。其基本步驟如下:
( 1) 對DP主站進行硬件組態組態時只要從硬件目錄表中選擇需要的電源模塊、CPU模塊(注意選擇帶有PROF IBUS - DP 網絡接口的CPU, 例如CPU 412 - 2DP) 、I/O 模塊等并將其拖到相應的槽位即可。
( 2) 對DP主站系統進行組態首先插入DP主站系統(DPMaster System), 然后從硬件目錄中選擇需要的從站模塊, 用鼠標將其拖放到DP主站系統即可。如果在硬件目錄中沒有找到所需的模塊, 就需要安裝該模塊所對應的1GSE文件, 該文件包含了從站模塊的所有信息。如果作為從站的模塊不是SIEMENS產品, 其生產廠家通常會提供該文件。
( 3) 設置各站點在PROF IBUS - DP中的地址DP主站和子站的地址可以任意指定, 只要不重復、不超出范圍即可。
由于在上述硬件組態過程中已經解決了網絡的通訊問題, 所以在編程時無須考慮通訊問題, 只要象對一臺PLC那樣對所有I/O地址編程即可。由此可見使用PROFIBUS - DP 現場總線具有“硬件分散, 軟件集中”的特點。








評論