電弧傳感器技術(shù)在焊縫跟蹤中的研究與應用

2、電弧傳感焊縫跟蹤技術(shù)
2.1 焊縫跟蹤的實現(xiàn)
以旋轉(zhuǎn)電弧傳感器為例,旋轉(zhuǎn)電弧傳感器將一周的焊炬運動離散為64個點,經(jīng)過霍爾傳感器的采集之后送給A/D轉(zhuǎn)換器件以提取各點的電流值。對這些電流值的分析得到當前焊槍下的焊道的信息,當焊縫的左右偏差和高低變化的數(shù)值計算出來后,通過固高公司生產(chǎn)的四軸運動控制器來控制小車車體和十字滑塊的協(xié)調(diào)運動,運動器的核心是ADSP2181數(shù)字信號處理器,實現(xiàn)高性能的控制計算,包括實時軌跡規(guī)劃,位置,速度或加速度控制,主機命令處理和本身I/O管理,實現(xiàn)焊縫的精確跟蹤。
2.2 控制設計
2.2.1控制方法
整個控制系統(tǒng)采用模糊控制、PI控制、bang-bang控制相結(jié)合的方法:設置兩個不同的閾值,在誤差超過大閾值時用bang-bang控制;小于大閾值而大于小閾值時用FUZZY,在誤差接近0時用PI方法,加入積分以消除最終誤差。
a 模糊控制
當大于大閾值值而大于小閾值的時候,采用模糊控制,取偏差e和偏差的變化ec作為作為模糊控制的輸入量,經(jīng)模糊推理后得到輸出的控制量。根據(jù)模糊控制規(guī)則表,制定出合適的論域,然后我們就可以用重心法解模糊求出控制量U。
b PI控制[9]
當系統(tǒng)偏差很小時采用PI控制,取偏差e作為輸入量,則根據(jù)PI控制算法得到控制量U的計算公式如下:
U(k)=U(k-1)+Kp*(e(k)-e(k-1))+Ki*e(k) (3)
c bang-bang控制
當系統(tǒng)的偏差很大時采用bang-bang控制,取偏差e和偏差的變化ec作為輸入量,根據(jù)bang-bang控制的算法,我們可以得到控制量U。
2.2.2控制器結(jié)構(gòu)
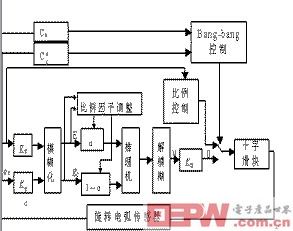
圖4 控制器結(jié)構(gòu)圖
文獻[10]設計了FUZZY、FUZZY-P及FUZZY-PI等多種控制方法在水平直線V字焊縫上進行多次實驗。旋轉(zhuǎn)電弧能夠進行彎曲焊縫的跟蹤。

評論