船體結構焊縫超聲波探傷智能化方法

陣列式超聲波探傷的一個缺點是可能忽視微小的焊接缺陷,即探傷的精度有一定的限制。這主要是由于用陣列式探頭取代單探頭的橫向運動,從而使超聲波對焊縫金屬的連續掃描變為離散掃描,超聲波束離散掃描的間距就為超聲波探傷對缺陷的最大分辨率。為了提高分辨率,可通過降低超聲波探頭尺寸的方式,使一定尺寸范圍內盡可能多地布置探頭。當由于超聲波探頭尺寸的限制而無法提高分辨率時,可采用復排陣列式超聲波探頭,可成倍提高分辨率,如圖3所示。

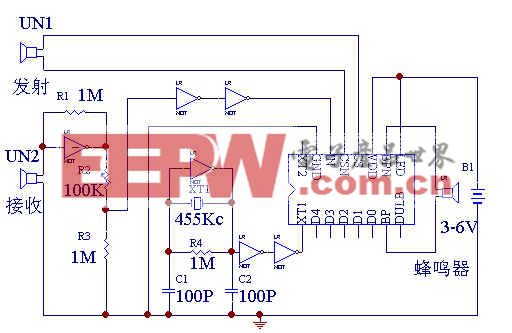
智能化超聲波探傷系統組成如圖4所示。陣列式超聲波探頭采用分時工作方式,計算機通過超聲波探頭選通信號確定某個探頭處于工作狀態,同時對超聲波探頭驅動電路發出允許發射信號,超聲波探頭驅動電路使被選通的探頭發射超聲波,該探頭接收到回波信號經放大傳回到計算機,計算機即可顯示焊縫處某個深度上是否有缺陷。通過每一個探頭的輪流工作,即可知道該剖面焊縫上是否有缺陷,如果有缺陷,則缺陷的起始深度和終止深度即可被確定。


參考文獻
1 趙思連 .船舶焊接缺陷及其檢驗 .武漢造船, 2001(3)
2 何匯 .常規超聲波檢測技術初步 .無損探傷, 2001(6)
3 曾祥照 .無損檢測文化概論 .無損探傷, 2002(2)
4 孫宗泰 .工業超探中的圖像檢測與波形檢測.無損探傷, 2002(4)
5 楊文華 .三峽點站排沙鋼管超聲波檢測 .無損探傷,2002(3)
6 崔大海 .焊接橋梁的超聲波探傷 .無損探傷, 2002(5)
7 鄭中興,孫岳宗,寧志剛等 .輸氣管線對接環縫的超聲(end)







評論