數學在自動控制中的應用

1 引言
隨著工業自動化技術的發展,PLC/DCS系統在工業控制的自動化、生產設備運行的安全可靠性、生產工況監控的實時性、生產信息獲取的自動化及準確性、改變操作人員的工作環境及減少他們的勞動強度、對故障的及時發現和排除等方面,起到越來越重要的作用。在自動化技術教學,尤其是PLS/DCS控制系統的教學中,學生對一些程序、算法較難理解,基于此,這里介紹數學在自動控制中的應用。
2 PLC對模擬量的處理
用PLC控制模擬量,實際是將連續的模擬量轉換成對應的數字量來控制操作。以伺服電機控制閥門的正反轉為例說明。在現場工作環境較惡劣時,使用伺服放大器實現閥門自動控制會導致設備故障率高,因此在實際控制過程中,使用PLC程序模擬閥門控制中的放大和比較功能,再通過開關量輸出模塊,實現對閥門的無伺服驅動控制。當PLC用數字量給定值與反饋值相比較來控制電機動作時(另外還有執行機構的慣性等),會使執行電動機不斷的動作(正向或反向運轉),造成設備故障率高,壽命減少。而實際上,由于系統誤差、人為因素,同時考慮到反饋滯后及控制對象等因素的影響,在控制中不必也不可能對小量的變化過于重視。
PLC對“小量”的處理,使用一個叫“死區(Deadband)”的變量,在高級語言中,也叫做“檻值”,是指控制參數的變化量未超過此值時,設備無動作變化。其目的是使設備的動作不因控制參數的小量變化而改變,從而在滿足控制要求的情況下,減少設備的頻繁動作,從而減少設備的故障率,提高設備運轉率和使用壽命。
3 模型建立
3.1 模擬量的離散化
PLC/DCS控制系統使用的是數字量,而從現場采集的控制信息卻是以模擬信號傳輸的,因此,需要進行D/A和A/D轉換。D/A轉換實際是將原本線性對應的連續函數轉換成階梯函數,A/D轉換則是把數字信號轉換成模擬量信號。
設可控參數變量為X(浮點數),其取值范圍是[Xmin,Xmax],具體到閥門,范圍為[0.0,100.0];對應的PLC控制變量為Y型(整型變量),其范圍是[Ymin,Ymax],以施耐德的Quantum04310 PLC為例,范圍為[0,4 095];設閥門死區的大小為Xdb,對應變量Y的死區為Ydb,兩者之間的關系為:

則PLC的輸出變量Yout與控制參數的實際值(閥門開度X)之間形成如下的對應關系:
它們之間的對應關系如圖1所示。
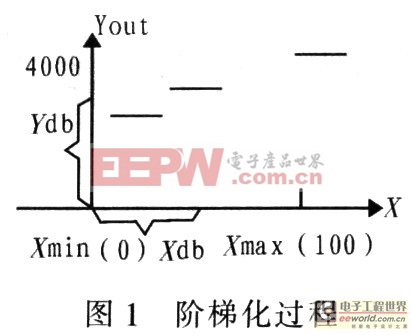
如當Xdb=2.0時,取Ydb=80;當閥門開度X在52~53.9之間變化時,Yout=2 080。此模型也適用于所有模擬量的PLC控制,及郵資、話費等的控制。
3.2 控制過程
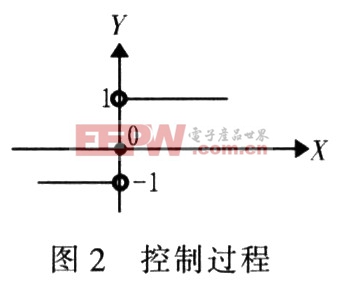
無論是開環控制還是閉環控制,甚至是PID自動控制,都會用到比較。通過比較反饋值與實際給定值,用差的正負來控制設備的正轉或反轉接觸器的吸合。此控制相當于一個符號函數,即:
![]()
式中,X為實際給定值與反饋值的差,Y為輸出結果。
圖2給出了X與Y兩者之間的關系。當Y=1時(即差為正,給定值大于反饋值,閥門開度要加大),正向接觸器吸合,執行開閥門動作;當Y=-1時(即差為負,給定值小于反饋值,閥門開度要減小),反向接觸器吸合,執行關閥門動作;當Y=0時(即差為0,給定值等于反饋值),不動作。
所有使用時間(計時器)、速度等光滑控制的系統都使用類似的算法。
4 PLC控制實現
4.1 數據初始化過程
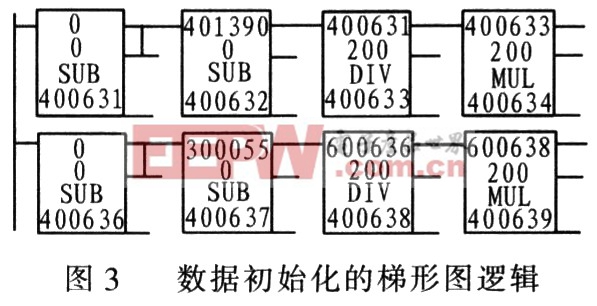
圖3為數據初始化過程(即階梯化的過程)的984梯形圖邏輯(即984LL)。上部分為閥門給定數據的初始化過程,保持寄存器401390存放給定值的數字量,計算結果;下部分為閥門反饋數據的初始化,輸入寄存器300055存放反饋信號的數字量值。分別計算給定和反饋的階梯值,并保存在 400634~400635和400639~400640中。200為死區值。
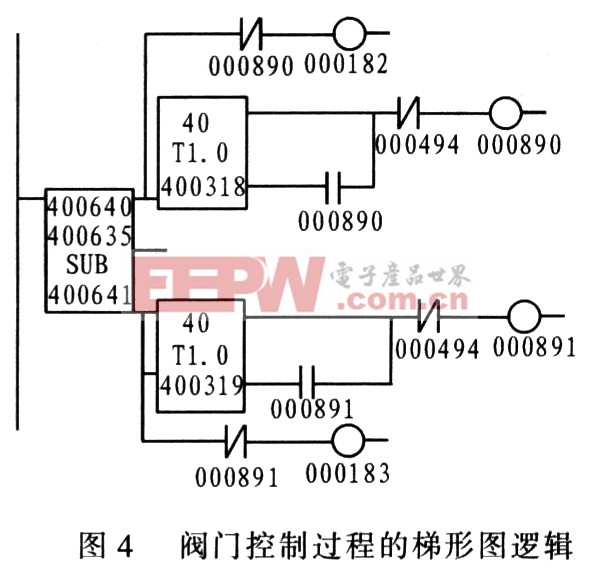
根據減法功能塊的工作原理,當中節點(給定值400635)小于上節點(反饋值400640)時,減法塊上輸出得電,驅動開閥門接觸器吸合,如果在規定的時間內,執行器還未動作,則報警;同理,當中節點(給定值400635)大于上節點(反饋值400640)時,減法塊上輸出得電,驅動關閥門接觸器吸合,如果在規定的時間內,執行器還未動作,則報警;當給定值400635等于反饋值400640時,減法塊中輸出得電,執行器無動作。這就是整個執行器控制的 PLC實現過程。
4.3 計時器和死區的設置
在整個控制過程中,死區大小的確定很關鍵。死區應是從生產實踐中得出的經驗數據,它不能太小,太小就失去了其使用意義;太大則失去了控制本身的意義。一般將其設置在量程的1.5%~3%之間。最好不要超過5%。
另一個重要數據是計時器的值。在該例中,計時器的值反映閥門從關閉到完全打開或從完全打開到關閉整個過程所需的時間(即時限)。實際應用中,計時器的值應略大于該時限值。此時間值還與閥門的機械性能等有關,如果抱閘過緊,動作執行的時間就會長些,尤其是故障發生時。不利于及時調節;抱閘過松,動作執行的時間會短些,則容易形成振蕩,不利于控制。所以該數據也是經驗和實踐相結合產生的。
4.4 應用拓展
速度(轉速)、頻率、喂料量等控制參數的給定與反饋,甚至溫度、壓力等參數的顯示,都需要設置死區,這樣,即使工作站屏幕的刷新頻率再高,也不至于因數據變化太快而影響操作員對顯示數據的記錄和分析。目前的PLC/DCS控制軟件中都包含此功能。合理地設置并靈活地使用死區,將會使模擬量的控制更加得心應手。
5 結束語
這里的實例程序是某制造企業PLC系統改造時使用的梯形圖邏輯程序。該系統經實際應用證明具有投資少、硬回路改造少,用圖形操作站取代手操器,操作簡便、用戶界面友好、控制性能高等優點,已得到廣泛的應用,具有較高的實用價值。將數學模型應用于控制方法教學中,可增強學生對控制實現過程的理解。





評論