基于單片機(jī)的步進(jìn)電機(jī)加減速控制

3 系統(tǒng)軟件設(shè)計(jì)
通過式(1)可計(jì)算出每個(gè)頻率檔的頻率以及在該檔內(nèi)步進(jìn)電機(jī)所走的步數(shù),將這40個(gè)檔的頻率以及各個(gè)檔內(nèi)所走的步數(shù)分別存入2個(gè)數(shù)組變量。該系統(tǒng)軟件程序首先判斷步進(jìn)電機(jī)是否能達(dá)到最大速度。當(dāng)規(guī)定步進(jìn)電機(jī)轉(zhuǎn)動(dòng)的步數(shù)少時(shí),步進(jìn)電機(jī)不能達(dá)到最大速度,速度就要開始下降。這時(shí)首先應(yīng)求出升速所能達(dá)到的步數(shù)和頻率,及降速所能達(dá)到的步數(shù)和頻率。而減速過程和加速過程正好相反,即就是將2個(gè)數(shù)組中存入的數(shù)據(jù),按相反順序輸出。圖4為步進(jìn)電機(jī)S曲線加減速軟件流程。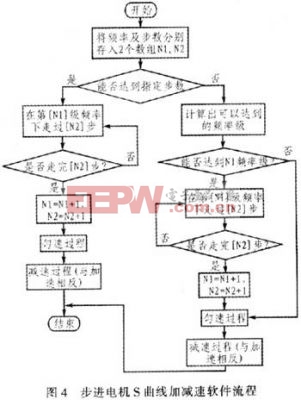
4 結(jié)束語
使用凌陽SPMC75F2413A單片機(jī),采用S曲線增減速的方法有效控制了步進(jìn)電機(jī)啟動(dòng)和停止過程中容易產(chǎn)生的失步及過沖現(xiàn)象。該控制方法有效、實(shí)用,已在數(shù)控切削系統(tǒng)中得到驗(yàn)證,結(jié)果穩(wěn)定可行。






評(píng)論