基于PLC的鋰錳扣式電池生產線控制系統

2.2 各道工序之間的協調
由于電池組件的尺寸非常小,給生產線的上料和輸送帶來了很大困難,再加上某些工序可能會產生次品,中間還會有次品剔除的情況,電池組裝生產線的4個工序之間很難做到完全同步。在生產線的輸送線上安裝了檢測傳感器,當輸送線上的料較少(少于傳感器的安裝位置)時,下一個工序的轉盤就自動停止工作;當前面的料輸送過來,超過了傳感器的安裝位置時,轉盤自動開始轉動,恢復工作。這樣就可以保證某道工序的連續運行。在輸送線上還裝有堵料檢測傳感器,一旦發生堵料現象,將進行報警并自動停車,工序協調框圖如圖3所示。
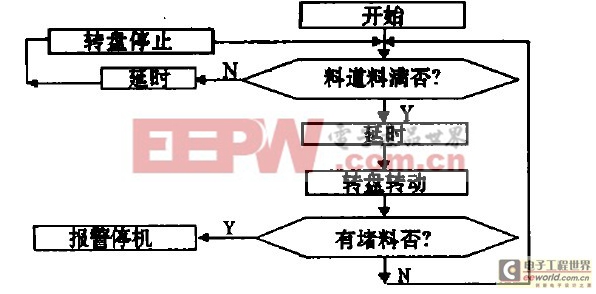
圖3 工序協調控制框圖
該生產線中執行元件和狀態檢測元件的種類和數量較多,是一個比較復雜的控制系統,我們采用模塊化的思路,使用梯形圖來設計控制系統的軟件,將整個系統的控制程序根據所處的位置分成4個模塊,即剪切隔膜紙模塊、注電解液及上正極片模塊、正極殼體裝配模塊以及封口模塊,前3個模塊以3個轉盤為主線,協調彼此的動作,而第4個模塊以封口壓力機作為主線,來協調彼此的動作。這樣程序的條理性增強,可讀性好,修改程序方便。
在系統中充分利用觸摸屏的優勢,除了完成按鍵的輸入功能以外,還可以顯示各工序和整條生產線的監控畫面;若工作過程中出現故障,除了進行聲光報警外,還在觸摸屏上顯示故障的種類、原因以及解決辦法,方便了操作;在觸摸屏上還顯示生產的產品數量。
為了提高鋰錳扣式電池生產線的可靠性,保證設備和人員的安全,除了選用優質元件之外,還采取了許多有效保護措施,例如,為了防止由于氣壓降低或氣路出現故障而使轉動盤損壞氣缸,設置了壓力檢測傳感器,一旦壓力低于給定值,則自動停止轉盤并報警;為了防止封口沖床在工作時出現人身事故,在沖床上安裝了光電檢測傳感器,一旦人手接近沖頭,則設備自動停機并發出報警信息;為了防止由于調整失誤而損壞轉盤上的氣缸,特地增加了機動互鎖裝置,從而有效地保護機械和氣動裝置;此外控制軟件中還在多處使用了冗余控制,從而保證了設備的正常安全運行。
4 結語
為了提高系統的可維護性,在觸摸屏和設備上設置了許多狀態信息的指示和故障顯示以及聲光報警。在PLC系統內部設置了故障診斷功能,當出現故障時就自動停車,實現自我保護。為了便于用戶的操作,縮短維修時間,在PLC控制軟件中,巧妙地運用了HR型保持繼電器和計數器的保持性,使得生產線在任意時刻停機,在排除故障后,不必手動調整,就可繼續正常工作。經實際使用表明:該控制系統具有結構簡單、成本低、可靠性高、使用靈活方便、便于維護等優點,在實際生產使用中效果很好。
電容式接近開關相關文章:電容式接近開關原理 光電開關相關文章:光電開關原理








評論