工業網絡在紙箱印刷機械的解決方案

控制架構圖如圖3所示。
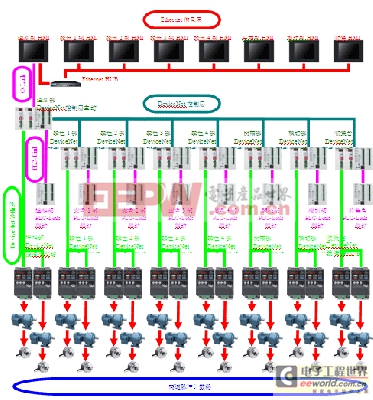
圖3控制架構圖
由于版面原因,編碼器數量不能全部標示出來。另外,各個機構的位置調整,只是在更換生產料號時才動作,因此客戶為了節省成本,每個機臺只安裝2臺變頻器作調速定位,依靠外部接觸器切換各個機構的電機工作,因此每次最多只有2個位置調整機構同時動作。人機界面通過Ethernet網絡,先訪問DeviceNet控制層的主站送料部PLC,再通過DeviceNet網絡訪問到各個從站PLC。每一個機臺的2個PLC通過RS485的PLC-Link方式交換數據。地址(NodeAddress)分配如表2、3所示。

由于設備層是各自PLC站點下屬的獨立網絡,因此可以定義相同的節點地址也不會產生干涉,反而方便編程(例如,套色1到套色4機構相同,都可以使用相同的PLC程序)。

3.1 通訊連接
通訊參數設定好后,選擇“網絡—在線”,即可以搜索網絡中的設備,當搜索完畢后,選擇00號主站網絡,會顯示出檢測到的網絡模塊和設備。選擇10號主站網絡,會顯示出檢測到的網絡模塊和設備,如圖4所示。








評論