基于PROFIBUS的變頻器在連鑄切割機中的應用

7PLC通信編程及MM440變頻器參數定義
7.1PLC數據Profibus傳輸編程
STEP7V5.1有兩個SFC塊“DPRD_DAT”和”DPWR_DAT”,用于Profibus主站和從站之間的的數據傳輸。切割機系統中,應用DP通訊傳輸命令“DPRD_DAT”和”DPWR_DAT”把數據傳輸到MMC變頻器的通訊區PZD數據區PIW內,同時把MMC變頻器的PZD數據區PQW數值讀到PROFIBUS-DP傳輸的DB塊中。切割車MM440變頻器(5#站)的PROFIBUS控制命令的傳輸應用程序如下:
CALL"DPRD_DAT";調用DP讀命令
LADDR:=W#16#120;起始地址
RET_VAL:="5#comdata".RECIEVE_RET
RECORD:=P#DB31.DBX20.0BYTE20
;目標數據地址
CALL"DPWR_DAT";調用DP寫命令
LADDR:=W#16#120;起始地址
RECORD:=P#DB31.DBX0.0BYTE20
;目標數據地址
RET_VAL:="5#comdata".SEND_RET
7.2切割車MM440變頻器參數定義
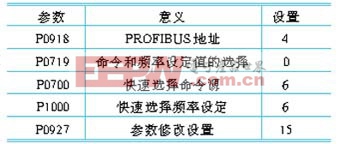
(1)基本通信參數定義:為了保證PROFUBUS的通信板正常應用,下面的參數必須設置,見表1基本參數定義所示。
(2)通信參數傳輸格式定義:MM440變頻器控制器通信參數應用分為兩個部分:
●過程數據輸出區:MM440變頻器接受PLC的控制字和設定值,過程數據輸出區PZD1、PZD2對應MM440變頻器內為控制字(r2090)和設定值(r2050);
●過程數據輸入區:MM440變頻器給PLC的狀態字和實際值,過程數據輸入區PZD1(狀態字r0052)、PZD2(實際值r0021)和MM440變頻器的參數P2050.1、P2050.2對應。
(3)過程數據輸出、輸入區在變頻器中的參數定義見表2變頻器通信參數定義。

8結束語
濟鋼第三煉鋼廠1#連鑄切割機控制充分利用了PLC、PCSsmart1200觸摸屏和MM440變頻器以及Profibus現場總線技術等先進技術,系統采用分布式開放結構,響應速度快,組態靈活,控制功能完善,定尺準確,操作簡單。該系統在連鑄機的成功應用,實現了1#連鑄機鑄坯多規格自動切割的要求,大大提高了連鑄機生產能力和增加金屬收得率。






評論