PLC在造紙機同步傳動系統中的應用

(3) 繃緊
當常開開關SA14閉合,此時線圈KA14通電,此時變頻器會從外部到一個瞬間稍高電壓,控制該單元轉速提升到正常水平;斷開SA14,恢復統調狀態。圖3為由4個控制單元組成生產系統接線圖。
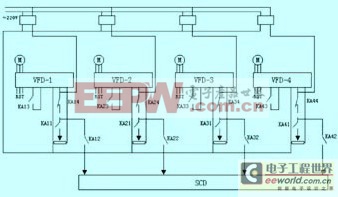
圖3 由4個控制單元組成控制系統
2.4 造紙機同步傳動系統PLC控制
采用歐姆龍公司可編程序控制器CPM1A-40CDR-D對該造紙機同步系統進行改造[3][4],選擇兩個數字信號輸入端X1和X2,功能預置,作為升速和降速之用,同時控制工程網版權所有,把繃緊功能整合到各單元單獨微調;改造后控制系統圖如圖4所示。
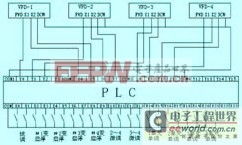
圖4 采用PLC進行控制同步系統
(1) 控制原理
變頻器VFD-1至變頻器VFD-4FWD端到輸入信號時,啟動;失去信號時,停止;
變頻器VFD-1X1端子統調升速和單調升速時到信號,X2端子統調降速和單調降速時到信號;
變頻器VFD-2X1端子統調升速、2~4單元同步微調升速和單調升速時到信號,X2端子統調降速、2~4單元同步微調降速和單調降速時到信號;
變頻器VFD-3X1端子統調升速、2~4單元同步微調升速、3~4單元同步微調降速和單調升速時到信號,X2端子統調降速、2~4單元同步微調降速、3~4單元同步微調降速和單調降速時到信號;
變頻器VFD-4X1端子統調升速、2~4單元同步微調升速、3~4單元同步微調降速和單調升速時到信號,X2端子統調降速、2~4單元同步微調降速、3~4單元同步微調降速和單調降速時到信號。
(2) I/O分配
該型號PLC輸入端I/O址為:00000-00915;輸出端I/O址為:01000-01915。I/O分配表附表所示。

附表 I/O分配表
(3) 梯形圖控制程序











評論