PLC在風管生產線中的應用

如下圖所示:
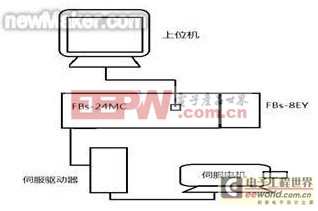
3.2 永宏PLC定位控制概述:
永宏FBs系列的PLC將NC定位控制整合在FBs-PLC之SoC芯片內,使PLC+NC控制合為一體,共享資源并省卻兩系統之間的數據交換。單機最大4軸輸出,最高頻率200KHz (MC)或920 KHz (MN),并可作多軸直線補間與動態追蹤。
四.系統軟件設計:
4.1技術難點:
每個風管要折彎3次,打大方模2次,打小方模3次,剪切1一次,共有九個動作,而且每個動作執行時,伺服要停止,動作完成后,伺服要自動啟動,伺服每次所傳動的距離都是不同,要根據設置風管的尺寸來決定每步所走的距離以及停止之后的動作,根據計算控制工程網版權所有,打小方模和折彎的動作是一定規律交叉的,尺寸不同的管子交叉的方式有不同CONTROL ENGINEERING China版權所有,比如做比較小的管子時,3個小方模都打好了,折彎動作一次也沒有。有的管子是打了兩個方模,下面折一次彎,再打一個小方模,再折兩次彎。
4.2設計思路:
做成一個完整的風管要機械動作9次,伺服相應的自動啟停8次,每次所運行距離要根據設置的管子的寬和高的不同而不同。但是機械動作的數量是固定,我們可以算出伺服所走的總的距離控制工程網版權所有,把它分成8段,經過計算,打小方模的距離從原點開始有3個,通過設置的不同,可以通過公式算出3個距離,這3個距離對應就是打小方模的動作。通過這種方法,找出這九個動作對應的長度,再決定它們對應的動作。
4.3上位機畫面設計:
上位機的控制軟件采用了昆侖通態公司的組態軟件設計,如下圖:

五.項目運行:
從系統運行的情況可以看出,風管生產線的生產精度和穩定性明顯提高。其最大工作速度為10米/分。長度誤差為±0.5mm。可以生產0.25M以上的" "、" "′和" 形式的風管,數量可以任意設定。
在自動開料的情況下,開任意長度的輔料,當所設定的數量生產完,風管機自動停止。
六. 結束語:
本系統采用了永宏PLC的定位控制的功能,使客戶降低了新產品開發成本,縮短了的開發周期。系統的穩定運行,既減輕了現場操作人員的勞動強度,又提高了生產效率,具有較高的實用和推廣價值。

伺服電機相關文章:伺服電機工作原理










評論