PLC控制系統設計原理分析

磨頭壓下控制系統中,采用可編程控制器(PLC)為核心,組成一個閉環控制系統,主要通過控制電磁換向閥的通斷和三通比例減壓閥的開度,來控制液壓壓下系統的流量和壓力,完成磨頭的動作和控制修磨壓力。磨頭壓下控制系統作為一個獨立的控制單元通過現場總線與上層計算機進行通信,和鋼坯修磨機其他系統協調工作。
1 控制系統硬件配置
鋼坯修磨機控制系統PLC 硬件結構如圖1所示。為便于控制控制工程網版權所有,整個系統采用基于PROFIBUS 總線的網絡結構。S7-400 作為1 類DP 主站是整個系統的中央控制器,在預定的周期內與分布式的站循環地交換信息,并對總線通信進行控制和管理。PC 機為2 類DP 主站,和STEP7 編程軟件做編程設備,和WinCC 組態軟件做監控操作站。2 類DP 主站OP用于操作人員對系統參數的設置與修改、設備的啟動和停止,以及在線監視設備的運行狀態。用于直接控制磨頭壓下系統的S7-300 作為DP從站通過通信模塊CP342-5 連接到PROFIBUS網絡上。其他設備用于控制鋼坯修磨機的其他系統。這種分散性的網絡結構可以靈活組態,易于系統的擴建和維護,各個控制單元安裝在被控設備附近,既節省電纜,又可以提高該設備的控制速度,還可以實現閉環控制。
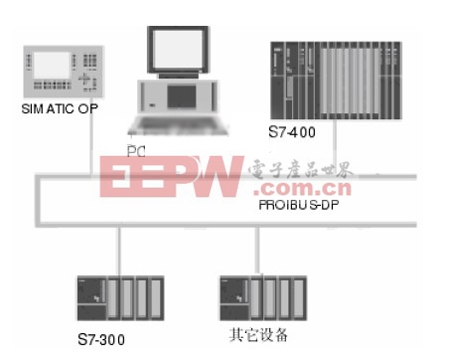
圖1 系統硬件配置框圖
磨頭壓下系統從站 S7-300 由電源模塊PS307、CPU314、通信處理器CP342-5、數字量輸入/輸出模塊SM323、模擬量輸入模塊SM331、模擬量輸出模塊SM332 組成,這些模塊都安裝在導軌上。電源模塊安裝在機架的最左邊,CPU 模塊緊靠電源模塊,向右依次是CP342-5、SM323、SM331、SM332。除電源模塊之外各個模塊通過背板總線連接起來。
2 控制系統軟件設計
本系統使用 STEP7 編程軟件,采用模塊化編程與結構化編程相結合,使各部分互不干擾,便于調試,也提高了CPU 的利用率。其控制流程圖如圖2 所示。
系統通電后,PLC 采用循環掃描方式,首先是模塊初始化,主要包括模擬量輸入模塊和模擬量輸出模塊的初始化。接著啟動液壓泵,然后是故障報警判斷,包括油箱油溫過高,油箱液位過低,主油路壓力過低。系統按照程序進行邏輯檢查和時序控制后,通過實時調節三通比例減壓閥和電磁換向閥來控制液壓缸的位置和輸出力,達到調整磨頭姿態的目的。根據實際工況,磨頭壓下系統有2 種控制方式:位置控制和位置壓力復合控制。磨頭下壓時,為提高工作效率,保證磨頭先以最快的速度平穩運行到指定位置,再平穩地轉換為壓力控制,采用位置壓力復合控制。磨頭抬起和微抬時,只需采用位置控制,保證磨頭快速抬起。
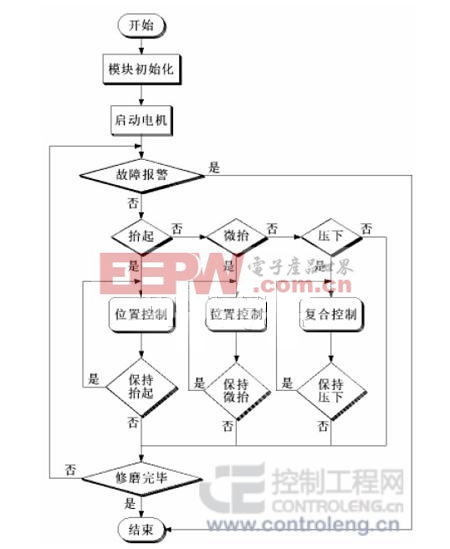
圖2 控制系統流程圖
3 控制算法的實現
壓力控制為前饋加閉環控制,前饋控制可以使壓力快速到達設定值,提高了系統的響應速度。而閉環控制可以調節由位置干擾引起的壓力波動,壓力閉環控制采用了帶積分分離的增量式PID 控制器,實現壓力精確控制,保證修磨壓力恒定。增量式PID 算法,在計算時僅需最近幾次誤差的采樣值,節省了內存和運算時間。但是,積分作用易導致系統超調量過大,特別是在系統啟停或大幅改變給定值時,積分作用會引起系統振蕩,響應延遲。在這種情況下,采用積分分離的PID 算法,即當偏差大于某個規定的門限值時,取消積分作用;只有當誤差小于規定門限值時才引入積分作用,提高穩態精度,減少靜態誤差。

pid控制相關文章:pid控制原理
pid控制器相關文章:pid控制器原理







評論