PLC在厚板母板檢查臺(tái)系統(tǒng)中的研究與應(yīng)用

某鋼廠4300mm厚板生產(chǎn)線工程,是實(shí)現(xiàn)高質(zhì)量、高效益、高附加值品種、進(jìn)一步擴(kuò)大板材規(guī)格、實(shí)現(xiàn)板材品種系列化重要舉措,在國內(nèi)外市場競爭力,發(fā)揮最大效益,都非常必要,勢在必行。
二、工藝流程簡述
母板檢查臺(tái)位于2#冷床后,與2#冷床平行布置,在母板檢查臺(tái)輸入輥道和輸出輥道之間。冷床冷卻后的鋼板,運(yùn)送到檢查臺(tái)架上。由人工進(jìn)行上表面檢查,對(duì)檢查發(fā)現(xiàn)的可修復(fù)板面缺陷,用手推砂輪或手提砂輪進(jìn)行修磨,對(duì)致廢性缺陷進(jìn)行必要的標(biāo)記,以便剪切線切除改尺,提高成材率。檢查臺(tái)架中前部設(shè)置有翻板機(jī),將需要進(jìn)行下表面檢查修磨的鋼板翻轉(zhuǎn),在臺(tái)架上對(duì)鋼板的下表面進(jìn)行檢查和修磨。檢查修磨后的母板,由平移裝置移送至輸出輥道上。
三、系統(tǒng)硬件配置
控制裝置采用西門子S7-300控制系統(tǒng),系統(tǒng)的網(wǎng)絡(luò)配置由PROFIBUS-DP網(wǎng)絡(luò)和以太網(wǎng)組成。PROFIBUS-DP網(wǎng)絡(luò)主要實(shí)現(xiàn)S7-300與傳動(dòng)裝置、PP17操作面板和絕對(duì)值編碼器之間的連接。以太網(wǎng)主要實(shí)現(xiàn)S7-300與工程師站、操作員站、上游的冷床控制系統(tǒng)、下游的切頭剪控制系統(tǒng)之間的通訊。傳動(dòng)裝置采用西門子SimovertMD系列的變頻裝置,整流/回饋單元直流母線供電方式,逆變器掛接在直流母線上。傳動(dòng)裝置電壓等級(jí)為380V。所有的逆變裝置均掛在同一段母線上。
S7-300通過PROFIBUS-DP網(wǎng)絡(luò)H1連接安裝在CZ-7操作臺(tái)的2#ET200M站、控制面板P1、控制面板P2,冷床液壓站操作箱的3#冷床液壓站ET200M站、控制面板P3。控制器通過PROFIBUS-DP網(wǎng)絡(luò)H2連接入口水平傳動(dòng)行程控制絕對(duì)值位置編碼器$304-BWL.201、入口水平傳動(dòng)行程控制絕對(duì)值位置編碼器$304-BWL.202、出口水平傳動(dòng)行程控制絕對(duì)值位置編碼器$304-BWL.203、出口水平傳動(dòng)行程控制絕對(duì)值位置編碼器$304-BWL.204、翻板機(jī)行程控制絕對(duì)值位置編碼器$304-BWL.301、翻板機(jī)行程控制絕對(duì)值位置編碼器$304-BWL.302。S7-300通過PROFIBUS-DP網(wǎng)絡(luò)H3連接所有的變頻傳動(dòng)裝置。PLC柜內(nèi)安裝區(qū)域交換機(jī),通過本交換機(jī)實(shí)現(xiàn)工程師站、CZ-7操作臺(tái)的操作員站及控制系統(tǒng)的連接,此外本交換機(jī)通過光纜連接冷床系統(tǒng)交換機(jī),通過雙絞線連接切頭剪系統(tǒng)交換機(jī)。系統(tǒng)硬件配置圖如圖1所示。
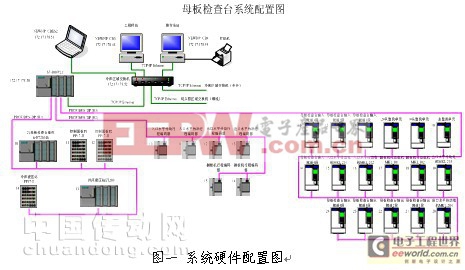
圖一系統(tǒng)硬件配置圖











評(píng)論