對經濟型數控機床實行USB接口改造的實踐探索

(4)數控系統程序消耗率pi,即數控系統每秒執行程序的位(bit)數。pi波動較大,但每個系統都有一個較確定的最大pi值;
(5)數控系統通信數據緩沖區BUFFER的大小Qi。
(6)各DNC通信前端單元數據緩沖區BUFFER的大小Si。
Si是需要優化的量,通過建立數學模型,可以得到:
 (1)
(1)
 (2)
(2)
式(2)表明了DNC通信系統連接相同數控加工設備而又不發生通信競爭的最大數量:v、c越大,p、t越小,則m越大。如果DNC通信系統聯網的數控加工設備臺數不滿足式(2),則該系統一定會出現通信競爭,這時只能通過降低所有或部分數控加工設備的進給速度等手段以減小加工程序的消耗率p,或者采用較高的傳輸速率,即提高v,所以采用具有較高傳輸速率的USB總線及接口可以解決DNC通信系統中的通信競爭問題。
二、技術分析
USB接口相對于RS232接口的優勢在于:
(1)USB總線提供了3種不同的數據傳輸速率:1.5Mb/s的低速數據傳輸、12Mb/s的全速數據傳輸、480Mb/s的高速數據傳輸(USB2.0支持),而RS232的速率最高只有20kb/s,USB在加工曲率變化很大的曲面的時,高速數據傳輸具有明顯的優勢。
(2)USB理論上可支持多達127個外設,相對于RS232的點對點連接,采用USB接口的系統有可能實現一臺PC控制多臺NC,從而可大大提高效率、降低成本、便于控制,更有利于實現協同制造。
(3)USB的有效連接距離是5m,可以通過集線器擴展連接,最多可以擴展到5級,達到30m的距離,而RS232在數據傳輸時最大距離僅為15m。Icron公司開發了Exterme USB技術,更是可以將USB設備擴展到距離為500~2000m處。
(4)USB的另一個顯著特點是支持熱拔插,這種特性非常適用于生產布局調整頻繁的環境。試想,當需要增減NC或者NC出現故障需要停機維修時,可以直接將設備接入系統,一定可使生產調整時間大大降低。
(5)USB還具有低價位、易使用、傳輸數據有較好的容錯性等特點。
從以上分析不難看出,數控系統采用USB接口是具有很多便利的,相對于RS232接口是一種技術提高。我們更進一步地提出一種便捷的中小型加工制造網絡的模式,如圖2所示。
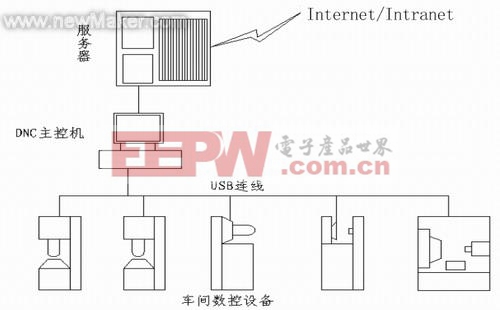
圖2 采用USB接口后的網絡拓撲結構
將經濟型數控系統上的RS232接口改造成USB接口,需要從軟、硬件兩個方面進行。
1. 硬件改造
在PC端,一般時下主流機型都支持USB接口,部分高檔PC甚至支持USB2.0。對于不支持USB的PC也可以采用主板插入USB擴展卡的辦法解決。關鍵改造在于DNC接口板。一種方法是采用USB/RS232的轉換器,其結構如圖3所示。
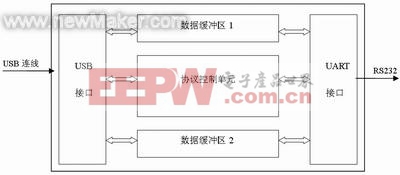
圖3 USB/RS232的轉換器結構圖







評論