對經濟型數控機床實行USB接口改造的實踐探索

一、問題的提出
隨著網絡時代的到來,機械制造行業也面臨著如何適應網絡化制造的問題。于是將計算機技術、網絡技術和傳統的控制技術相結合,以采用PC為主控制器的數控系統正日益成為機械制造領域的熱點。PC化數控可以分為三種類型,下面我們分別予以介紹。
1. NC板插入型
這種數控系統是指將數控的核心功能板卡化,并將其插入PC的擴展槽中。PC負責實現用戶接口、文件管理以及通信等功能,NC板則負責機床的運動控制和開關量控制。
2. 軟件CNC型
軟件CNC可以理解為用PC的概念和手段實現CNC的功能。這種CNC裝置的主體是PC機,充分利用了PC的不斷提高的計算速度、不斷擴大的存儲量和性能不斷優化的操作系統,實現機床控制中的運動軌跡控制和開關量邏輯控制。目前這一方案還有許多問題尚待解決,還停留在實驗室研究階段。
3. 將PC板嵌入CNC中
這是目前廣泛采用的數控系統。通過CNC上的前端接口與PC相連,這雖燃是一種折中的方案,但可以繼承原有的成熟的CNC技術,同時又得到了PC的柔性與開放性。
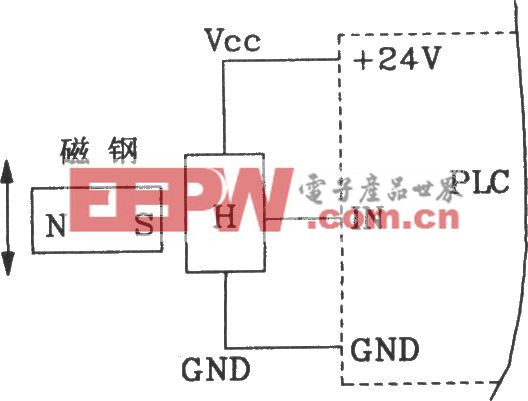
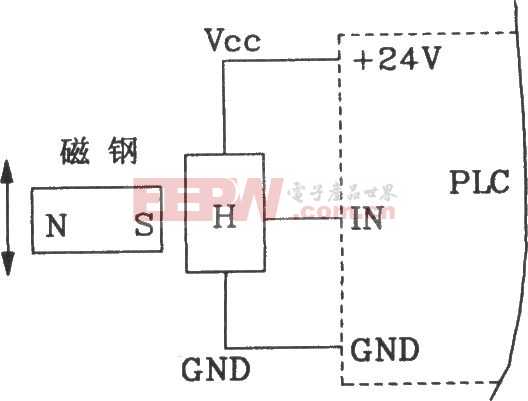
本文所討論的USB接口技術正是基于這種數控系統。這種連接數控設備與上位控制計算機的基本方法稱為DNC技術,是構成網絡化制造的最基本的一項應用技術。我國早期的經濟數控系統大多由單板機改裝而成,需外接一個DNC接口板才能實現基本的DNC(下傳NC程序)功能,如圖1所示。

圖1 經濟型數控系統的基本DNC通信接口
(1)錄音接口,該接口為日本產老式經濟型數控系統的通信接口。
(2)紙帶閱讀機輸入接口和紙帶穿孔機輸出接口。早期引進的數控系統通常具備該接口,如FANUC 7M系統。新開發的數控系統己基本淘汰了此接口,但我國企業中還有—定數量包含此接口的數控加工設備。
(3)異步串行通信接口,如RS232、R5422、R485等。這是應用最普遍的一種通信接口,新開發的數控系統幾乎都包含此類接口,它采用XON/XOFF、3964R、簡化3964等通信協議。
(4)DNC接口,如FANUC DNC2接口,這種接口可實現遠距離通信,具有出錯反饋與在線實時修改功能,便于遠程管理,但由于其結構復雜,通信軟件開發難度大,價格高,因此我國很少引進。
(5)網絡通信接口,主要有MAP接口、以太網接口和現場總線接口等,這類接口通信速率高、可靠性高,新開發的開放式數控系統大多具有以太網接口選件、但我國引進的數控系統中很少配備網絡通信接口。
(6)MAP網采用MAP2.1和MAP3.O制造自動化協議,是目前應用較廣泛的工業網,它將寬帶技術、總線技術和無源工作站融為一體,從而保證信息無錯傳輸。但當要求MAP實現與加工同步傳輸NC程序時,它很難達到實時性要求,這是由于MAP采用完整的七層協議,網絡存取費用高、傳輸效率低、實時性差,因此不適宜于數控加工設備的聯網。
由上分析可知,異步串行通信接口RS232是最常用的數控系統通信接口,幾乎所有的數控系統都包含此接口。同樣,圖1中的DNC接口板也是采用的RS232接口的。在計算機技術日新月異的今天,RS232接口在計算機應用領域正在被一種新的USB接口所代替,從鍵盤、鼠標到打印機、掃描儀,眾多基于USB的外設取代了昔日采用RS232接口的設備,那么在數控系統中,是否也可以采用這樣的一個新的USB接口技術呢?
DNC通信系統中,當多臺數控加工設備同時加工某復雜零件時,由于NC程序龐大,數控系統的內存無法存放整個NC程序,只能采取DNC傳輸方式加工,這就有可能出現數控加工設備因暫時缺乏NC程序而加工停頓的現象,這種現象稱為“通信競爭”。通信競爭在實際生產中往往會產生嚴重的后果,例如,汽車覆蓋件沖壓模具橫加工的中途停頓會造成覆蓋件局部“聚光”現象,從而直接影響沖壓零件質量。
引起通信競爭的因素大致如下:
(1)參與聯網的數控加工設備的數量m,數量越多,引起通信競爭的可能性越大。
(2)現場總線傳輸速率、傳輸效率C和節點切換服務時間t。傳輸效率是指傳輸有效字節數占總傳輸字節的比例。
(3)各數控加工設備的通信傳播速率vi和傳輸效率ei(i=1~m)。vi通常為9600b/s,但復雜型面型腔精加工則要求認達到19200b/s以上。







評論