PLC在仿型車床改造中的應用

下切刀架工作流程如圖2所示:
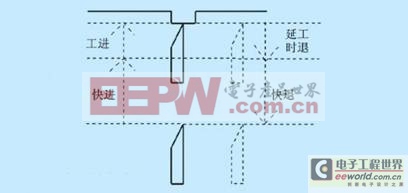
圖2下切刀架工作流程圖
在該系統中分兩種工作方式:
(1)手動
用于機床的調試和對刀,動作反映為仿型刀架的單獨引刀、快進、工進下切刀架的單獨快進、工進等動作;
(2)自動循環
用于工件的加工,其中又分為三種自動循環:
·單獨仿型;
·先仿型后下切;
·先下切后仿型。
因手動動作都是單一的動作比較簡單,在這里就不詳細介紹了,重點介紹一下自動循環。由于自動循環動作為順序控制,所以在程序編寫上大量采用了FX系列 PLC的SFC,SFC程序是根據機械工作流程設計的順序控制程序,所以,梯形圖非常直觀易懂,工序間的互鎖和雙向輸出等的處理由PLC自動進行,因此,用各工序的簡單順序控制設計可以進行機械控制,這樣就極度簡化了PLC的內部梯形圖。
舉例說明SFC圖如圖3所示:
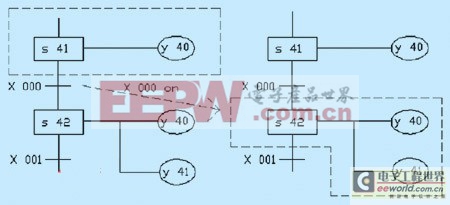
圖3順序控制功能圖
自動循環的程序流程如圖4所示:
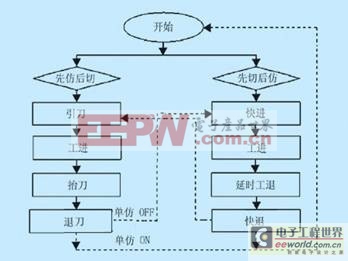
圖4自動循環程序框圖
4實際應用中的注意事項
(1)因為PLC的內部輸出為繼電器,負載都是直流感性負載(繼電器線圈)為了減少火花放電對接點損害,所以,在負載兩端并聯續流二極管(當PLC 接點打開時,感性負載線圈儲存的能量通過二極管續流放出,以發熱方式消耗),再通過外部繼電器觸點去驅動電磁閥,這樣可以大大延長PLC內部繼電器觸點的使用壽命,如圖5所示:
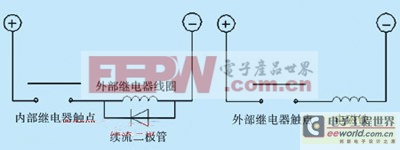
圖5繼電器的正確使用接線
(2)不正確的接地和電氣控制柜布線的不合理,都會導致PLC受電器噪聲干擾而不能正常工作。為避免此類故障的發生,要求系統應正確良好的接地。低電壓信號線和高電壓動力線應盡可能的獨立布線,放置在各自的線槽中,并盡可能的減少電線的長度,將干擾降到最低。
5結束語
機床改造一年多來維修率下降了90%以上,只零星維修過外圍的按鈕和行程開關,充分證明了可編程序控制器PLC在仿型車床控制系統中的成功應用,大大減輕了機床維修人員的勞動強度,節省了人力物力。有效保證了機床的安全可靠高效運行,產生了顯著的經濟效益。 行程開關相關文章:行程開關原理











評論