基于PLC控制的自動配料系統的應用


圖2: 流量PID閉環調節
2.系統控制流程
當系統開始工作時,啟動配料生產線。首先系統程序進行初始化,通過上位機或觸摸屏設置配料配比,檢查料斗有無物料。若無物料,向料斗送料,啟動配料生產線,由電子皮帶秤進行稱重并實時計量,CPU計算得實時流量及累計流量。若設定流量與實際流量有偏差,調節器根據系統控制要求比較設定值與實際流量的偏差,經PID調節改變輸出信號以控制變頻器對輸送電機的速度調節,從而實現恒流量控制。根據配比各輔料同時混合計量,并按配方工藝要求添加。系統主程序控制流程如圖3。
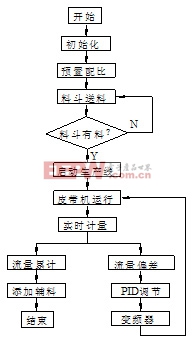
圖3: 系統主程序控制流程
3.PLC控制系統硬件設置
系統中主、輔料秤由可編程控制器(PLC)和上位機實現兩級控制。現以1#~4#四臺電子皮帶秤的PLC控制分析為例,每一電子皮帶秤有一臺皮帶驅動電機,兩個料位傳感器,一個速度傳感器,一個稱重傳感器,一臺變頻器,它們構成了被控對象。電動機的啟、停由開關量控制,PLC數字量輸出信號作為變頻器的控制端輸入信號,經變頻器調制輸出高頻脈沖給皮帶驅動電機。料位傳感器檢測料斗有無物料,速度傳感器測量電機的轉速。系統需8個數字量輸入信號,25個開關量輸入信號和24個開關量輸出信號,I/O點總數量為57。I/O點數量和類型如表1所示。
表1: PLC I/O口數量和類型

公司的SIMATIC S7-/300,屬于模塊化小型PLC系統,各種單獨的模塊之間可進行廣泛組合構成不同要求的系統。
根據系統被控對象的I/O點數以及工藝要求、掃描速度、自診斷功能等方面的考慮,選用SIEMENS公司S7-300系列PLC的CPU 315-2DP 。CPU 315-2DP是唯一帶現場總線(PROFIBUS)SINEC L2-DP接口的CPU模板,具有48KB的RAM,80KB的裝載存儲器,可用存儲卡擴充裝載存儲容量最大到512KB,最大可擴展1024點數字量或128個模擬量。根據統計出的I/O點數選擇一個直流32點和一個16點的SM321數字量輸入模塊和一個32點SM322繼電器輸出模塊。
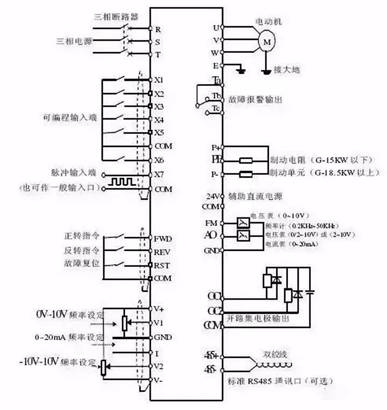
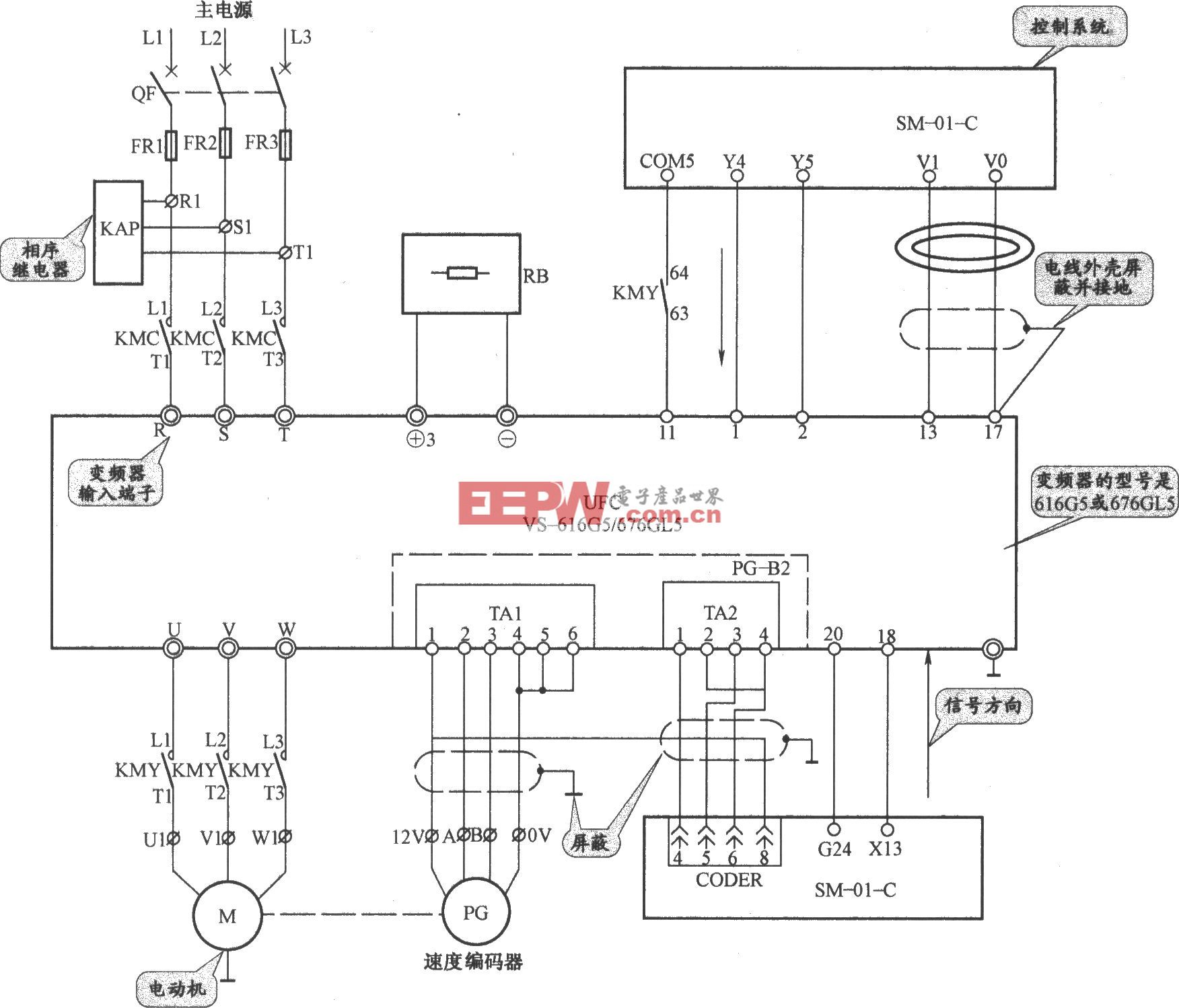
3.2變頻器選型及其功能設定
三菱公司提供了FR-A540系列變頻器與該公司的標準電機相匹配時的技術參數。采用三菱的標準電機,1#皮帶機額定功率2.2KW,2~4#皮帶機額定功率為0.4KW,額定電壓380V,額定電流5A,轉速1420r/ min,調速范圍120~1200r/min。三菱FR-A540變頻器自帶有PID調節功能,根據自動配料系統生產工藝要求進行PID控制,需要檢測設定的部分參數設定如下:

pid控制相關文章:pid控制原理
pid控制器相關文章:pid控制器原理
稱重傳感器相關文章:稱重傳感器原理





評論