袋式除塵器PLC控制系統改進

圖2 hmi主畫面
6×13矩陣控制系統輸出如表1所示。
通過原理圖3以及上表1,各個室的脈沖閥需要動作時只需要通過q0.0~q1.4與q1.5~q2.2中任意一個組合即可以。其中,q0.0~q1.4與m端使得中間繼電器得電而吸合開關,用來控制電磁脈沖閥與24v+的連接。q1.5~q2.2與m端使得中間繼電器得電而吸合開關,用來控制電磁脈沖閥與m端的連接。例如:當需要e室9#電磁脈沖閥動作室時,只需要q1.0與q2.2置為1即可。此時q1.0輸出24v電壓,中間繼電器的常開點閉合,使得e室9#電磁脈沖閥與24v+連接。同理,q2.2輸出24v電壓,中間繼電器常開點閉合,使得e室9#電磁脈沖閥與m連接。這時使得e室9#電磁脈沖閥兩端與24v+與m端同時導通即動作。在此過程中,雖然q1.0控制的編號為9#的六個電磁脈沖閥都與l1端導通,但室此時只有q2.2控制的e室中的脈沖閥此時與m端導通。即在q1.0與q2.2控制的交叉點上的電磁脈沖閥動作,其他點上的電磁脈沖閥要么只與24v+相連,要么只與m端相連。該原理中,電磁閥可以采用plc輸出的24v電壓來實現其動作,但是為了電磁脈沖閥能穩定動作以及減少plc的負載,其采用外部穩定的直流電源供電,由此采用19個中間繼電器。
在臺達觸摸屏人機上,脈沖閥動作的狀態顯示可以通過各室與各室的各個脈沖動作信號的“與”操作即可以實現,例如需要顯示d室5#電磁脈沖閥的動作顯示,可以通過下過程實現:
a q 1.4
a q 2.0
= m 0.0
觸摸屏通過讀取m0.0中的內容即可以判斷電磁脈沖閥是否在動作,有且僅有q0.4與q2.0同時為1時,此時觸摸屏的狀態燈才顯示此時電磁脈沖閥在動作,其他的情況下都沒有動作。當在觸摸屏上對d室5#電磁脈沖閥手動控制時,只需通過觸摸屏對m0.1置1即可,此時plc通過如下程序段即可以時間手動對電磁脈沖閥的控制:
a m 0.1
= q 1.4
= q 2.0
從上面中可以看出,通過在原來的基礎上增加19個繼電器,實現了減少59個輸出點,達到了非常滿意的效果。
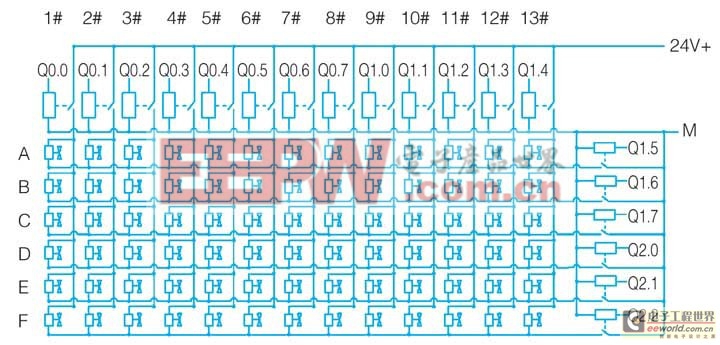
圖3 閥門矩陣控制原理

圖4 profibus dp組態
系統中為了減少現場與控制室之間的控制線路的鋪設以及外部干擾信號的傳輸,采用profibus dp,只采用一條通訊線路將分布式i/o設備同控制器cpu相連,dp主站通過profibus dp 同分布式i/o設備交換數據并監視profibus dp數據,如圖4所示。分布式i/o設備(=dp從站)收集現場傳感器和執行器數據,以便能夠通過profibus dp傳輸到控制器cpu。
4 結束語
在該脈沖布袋除塵器中,本項目采用了觸摸屏來代替常規數顯儀表以及手控面板,實現系統工作參數設置與顯示以及故障報警信息的中文顯示,極大提高了系統運行的交互性以及減少了現場操作工人的負擔,使得系統的人機對話功能加強;對矩陣控制電路進行了改進,實現了對布袋除塵器大量脈沖閥的控制(由n×m個減少到n+m個),節省了大量的plc輸入/輸出點,簡化了控制線路,降低了成本。

評論