PLC在飛鋸機(jī)系統(tǒng)中的應(yīng)用
作者:
時(shí)間:2014-03-17
來(lái)源:網(wǎng)絡(luò)
收藏
 加入技術(shù)交流群
加入技術(shù)交流群

掃碼加入
和技術(shù)大咖面對(duì)面交流
海量資料庫(kù)查詢(xún)
根據(jù)上面的控制要求,本設(shè)計(jì)選用日本三菱公司的fx2n–24mr型plc,它是繼電器輸出,24v直流供電。它的i/o點(diǎn)數(shù)為30,其中dc輸入點(diǎn)為16,繼電器輸出點(diǎn)為14。具有高速計(jì)數(shù)器輸入、串行通信接口rs-232、標(biāo)配usb端口等強(qiáng)大功能。適合于多臺(tái)步進(jìn)電機(jī)的控制,雙串口可搭載觸摸屏控制終端、簡(jiǎn)易的變頻器串行控制。內(nèi)置24v/500ma直流電源,可供外圍設(shè)備使用, 一體化緊湊型設(shè)計(jì),容易安裝,使用din導(dǎo)軌或便利的固定孔安裝。
4.2 軟件設(shè)計(jì)
fx型plc可以用三菱公司提供的swopc-fxgp編輯軟件用梯形圖進(jìn)行編程,此軟件具有顯示/監(jiān)控功能和完善的調(diào)試、維護(hù)功能,我們可以運(yùn)用此軟件在windows的環(huán)境中對(duì)plc進(jìn)行編程調(diào)試,編程完成后通過(guò)rs232通訊電纜從pc下載到plc上,飛鋸機(jī)工作過(guò)程中參數(shù)設(shè)置較多,參數(shù)之間密切關(guān)聯(lián),各動(dòng)作之間有嚴(yán)格的邏輯關(guān)系,每工作方式均可采用手動(dòng)和自動(dòng)兩種方式,plc通過(guò)采集現(xiàn)場(chǎng)信號(hào)來(lái)控制工作過(guò)程。整個(gè)程序的控制方式為順序控制, 程序控制框圖如圖2所示。
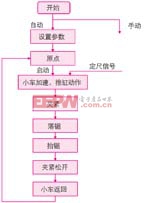
圖2 飛鋸車(chē)軟件設(shè)計(jì)流程圖
5 結(jié)束語(yǔ)
本文所設(shè)計(jì)的plc飛鋸控制系統(tǒng)已成功地應(yīng)用于某高頻焊管公司的生產(chǎn)線,運(yùn)行結(jié)果表明,該系統(tǒng)完全滿足其設(shè)計(jì)要求,具有操作方便、可靠性強(qiáng)、數(shù)據(jù)完整、監(jiān)控及時(shí)等突出優(yōu)點(diǎn),并大大地減輕了操作工人的勞動(dòng)強(qiáng)度、縮短了操作時(shí)間,受到了操作人員、維護(hù)人員、管理人員的好評(píng)。該系統(tǒng)的成功設(shè)計(jì),也為類(lèi)似系統(tǒng)的舊設(shè)備改造提供了可取的經(jīng)驗(yàn)。
作者簡(jiǎn)介
侯坐江(1977-) 男 工學(xué)碩士,主要進(jìn)行計(jì)算機(jī)控制的研究和教學(xué)工作。
參考文獻(xiàn)
[1] 沈于林.plc和觸摸屏在q-300切割機(jī)中的應(yīng)用[j].北京:微計(jì)算機(jī)信息 2009年25卷第01期
[2] 劉小春.plc控制系統(tǒng)設(shè)計(jì)與維護(hù)[m].北京:高等教育出版社,2008.11
[3] 陳威. 單片機(jī)控制高頻焊管定尺飛鋸切系統(tǒng)[j].焊管 1990年13卷第6期 行程開(kāi)關(guān)相關(guān)文章:行程開(kāi)關(guān)原理











評(píng)論