無鉛手工焊接—結束噩夢

并非所有焊接頭的溶解性都相同,因而一個良好的習慣做法是仔細選擇焊接頭并詢問更多有關兼容性的信息。
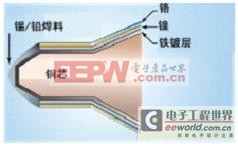
3周后的無鉛焊接頭故障 典型無鉛焊接頭橫截面,焊料為無鉛如何獲得良好的無鉛手工焊接工藝以減輕無鉛焊接的操作難度?在Tech Search International2004年12月發布的無鉛最新信息中的一項新近研究發現,手工焊接相對于無鉛波峰焊接和SMT要更難實現。
原因可能是手工焊接比回流和波峰焊接更依賴于操作人員,且無鉛焊料中的表面張力也稍一些。相對于63/37,其潤濕或伸展也都較為緩慢。
減少操作員問題、防止焊接工藝中適當潤濕最優化的減少是關鍵。為了避免出現上面類似的問題,在焊線中使用重量占2%至3%的焊劑含量,將焊接頭溫度設為700至800華氏度。而且,錫銀銅(SAC)焊料比錫銅(SnCu)焊料更加易于流動。
無鉛手工焊接遇見的主要問題是冷焊點、不良潤濕、萎縮和反潤濕。這些都可以避免。
可按以下方法一步步地進行工藝過渡:——確保焊接頭是為無鉛而設計——確保溫度設定為700至800華氏度——確保焊線中焊劑含量的重量至少占2%——使用具有最長壽命的LF焊接頭——使用正確的焊接頭——確保使用被選焊劑時部件易于焊接——避免接觸時間過長——避免不必要的焊點返工——避免使用另外的液體焊劑
可能出現怎樣的缺陷和問題?如何避免?
報告與無鉛相關的普遍問題有:——焊點不平滑——冷焊點——反潤濕——萎縮——不良潤濕和燈芯效應——助焊劑焦化和殘渣顏色變暗——殘渣清洗困難
焊點不平滑的原因可能是焊接頭溫度過高導致出現未接合的金屬溶解物。
冷焊點出現的原因可能有幾點:例如焊接頭溫度過低、焊劑強度不夠或焊線中焊劑不足。
反潤濕出現的原因可能是焊接頭接觸時間延長,從而使得電鍍金屬熔化并暴露出難焊表面。過高溫度也會導致這個問題。使用過高焊接頭溫度或焊線內焊劑量過少都會導致萎縮。也可能由于焊劑活性較低,鐵頭的接觸時間延長使其無效。
焊劑、尤其是使用了可水洗焊劑的地a方發生焦化導致免洗和清洗困難的原因可能由于焊接溫度過高或焊劑未良好地設計來適用于無鉛所需的較高溫度。避免延長時間的接觸和使用更低焊接溫度可減輕這種狀況。
我在使用無鉛焊線時,我的烙鐵頭焦化、變黑和反潤濕了,我該怎么辦?并非所有焊劑都完全相同,從熱性能上看,一些焊劑不能經受無鉛焊料使用的較高焊接溫度。最近來自OK國際的一個視頻剪接便很好地證明了這一點,其對兩條焊線進行了對比,而這被稱做"黑頭癥狀"。熱穩定性較差的焊劑使焊接頭變黑,并使重新鍍錫變得更為困難。
"黑頭癥狀"一旦出現,傳熱的減少使無鉛手工焊接變得困難,焊接頭壽命減少、焊接頭成本增加、操作員的挫敗感上升、可靠性降低等問題都會隨之出現。
合適的焊劑選擇,使用無鉛焊接頭和對操作員進行無鉛手工焊接工藝培訓等將避免這些成本支出。幫助避免這些問題的重點如下。——使用帶無鉛設計的焊劑的無鉛焊線——避免使用過高溫度——若使用了烙鐵頭保護膏,以干凈海綿擦去多余的保護膏——勿用應力來補償潤濕的不足——使用正確形狀的焊接頭——使用正確的線直徑——隔離無鉛和含鉛工作區——確認無鉛烙鐵和工作點——對所有操作員進行培訓
這些就是使用無鉛裝配的客戶詢問過的一些問題。進行適當的培訓對于避免手工焊接工藝的重大問題大有幫助。
盡管此工藝對操作員比較有依賴性,使用上述的技巧能使操作員和工程師手工焊接的困難程度大減。因而,維持與他們所習慣的含鉛焊接相同程度的可靠性是十分可行的,同時再無不良焊點或生產產量降低的噩夢。



評論