弧焊變壓器節能策略及其控制系統設計與研究

1 引言
本文引用地址:http://www.104case.com/article/227442.htm電焊機是一種常用的低壓電氣設備,在建筑、冶金、機械制造等行業應用廣泛,被列為中國十二大耗能設備之一,它每年要消耗全國發電量的0.5%左右。
電焊機產品中耗能最多的是應用量大的弧焊變壓器。弧焊變壓器的產量一直位居各類電焊機之冠。進入90 年代后,我國定點廠生產的弧焊變壓器的產量占電弧焊機的三分之二左右lbbrk;2 ,3 ,4rbbrk;若考慮定點廠以外廠生產的絕大多數焊機是交流弧焊機的實際情況,約占焊機總產量的80 %以上。目前全國弧焊變壓器的擁有量近百萬臺。
弧焊變壓器采用斷續工作方式,一般負載持續率為60%,空載時間較長,因弧焊變壓器功率較大,電弧焊機為了保證焊接引弧的要求,電弧焊機空載時需要具有較高的引弧電壓,約70~80V。存在著較大的空載損耗,解決好弧焊變壓器的空載節能問題對整個電焊機行業的節能有重要意義。
弧焊變壓器存在以下問題: ①副邊空載電壓一般都在70~80 V之間,副邊空載電壓易造成人員傷亡; ②損耗大。第一,弧焊變壓器無論是BXl 型(動鐵式) 、BX3 型(動因式) 、BX6 型(抽頭式),本身都是高漏抗變壓器,感抗很大,功率因數一般只有0. 3~0. 4 ,空載時為0. 1~0. 2 ,無功損耗很大;第二,弧焊變壓器采用斷續工作方式, 一般負載持續率為60% ,空載時間長,因弧焊變壓器功率較大,存在著較大的空載損耗。
弧焊變壓器的正常空載電壓為70~80 V。如果空載電流以10 %的額定焊接電流,對于1 臺300 A的弧焊變壓器,負載持續率取60 %,每天工作一班8 h ,每月工作24 天,則1 臺300 A弧焊變壓器年空載耗能約為: (70 - 80) ×(300 ×0. 1) ×8 ×(1 - 0. 6) ×24 ×12約為2000 kWh。考慮到全國共近百萬臺弧焊變壓器,按50 %的電焊機利用率約50 萬臺,則全國弧焊變壓器年空載耗能約數億kWh(沒考慮無功損耗) 。本文針對以上問題,設計了結構簡潔具有良好技術和工程性能的弧焊變壓器智能節能防觸電裝置。
2 現有節能策略及其裝置性能分析
為了解決空載能耗問題,國標規定弧焊變壓器的空載電流小于額定焊接電流的10 %,由于這一規定,使得許多低檔的弧焊機不得不采用高級硅鋼片來滿足標準要求,使用成本增加很多,需要幾十年節能才能補償成本的一次投入的增加部分,故這一規定顯然對材料和能源的節約是不利的,在許多情況下造成人為的能源和材料浪費。為了解決這些問題,國內外學者分別進行了研究,提出了多種解決辦法并研制了各種設備或裝置,但在技術或工程上都存在問題,在以下幾個方面存在不足:
現有降低空載電壓的方式及其不足:
國內外主要是采用下述三種方法來降低電弧焊機的空載電壓: (1) 主回路中串接或旁路雙向可控硅,通過調節雙向可控硅的導通角來改變電弧焊機初級電壓,從而達到降低電弧焊機次級電壓。這種方法的缺點是:由于供電電壓波 動,電弧焊機二次側輸出的空載電壓會高于36 V 的安全電壓或系統不能正常工作;由于電壓波動和沖擊的影響,經常損壞雙向可控硅,使得裝置失去作用;可控硅功耗大,需要另加散熱風扇。(2) 增加小降壓變壓器為弧焊變壓器二次側直接供電。該方法的缺點是:同時在電焊機雙側接線,設備接線更復雜。(3) 主回路中串接電容降壓。這種方法的缺點是電容極其容易損壞,而且降壓效果不理想,且同時在電焊機雙側接線,設備接線更復雜。
現有獲取啟動信號的方式及其不足:
以上三種方法主要是采用下述的三種方法來得到啟動信號: (1) 在電弧焊機一次回路中加一個環形電磁傳感器。這種方法的缺點是要求短路電流和空載電流之間有很明顯的差異,電弧焊機二次側輸出空載電壓就必須很高(一般都 在24V 以上),這樣才能使焊條和工件接觸瞬間產生一個較大的短路電流,但是降低了保護器的安全性。(2) 從電焊機的二次側取得啟動信號,主要是在二次側回路中加一個環形電磁傳感器來取樣放大電流信號,或者是在二次側回路中并聯不同線圈電壓值的靈敏變流電磁繼電器來采樣電壓信號。這種方法的缺點是需要從電焊機的輸出端引出反饋線。如果采集信號的靈敏度過高的話,受到外界的干擾非常的明顯,有時會因為干擾信號而誤啟動。如果采集信號的靈敏度過低的話,會影響焊接的質量。(3) 在電弧焊機次級的焊鉗上安裝上一個開關,這種方法的缺點是需要特制的焊鉗,且操作不便。3 節能策略及其測控系統設計
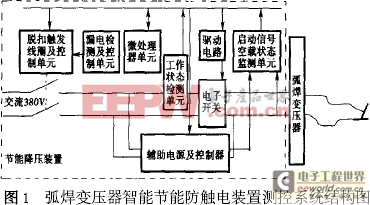
基于微處理器單元,當電焊機處于空載狀態時,斷開電焊機一次側的主供電回路,采用微處理器控制的微功率輔助電源為電焊機供電,當電焊機工作時再恢復主供電回路,以減少電焊機空載能耗。
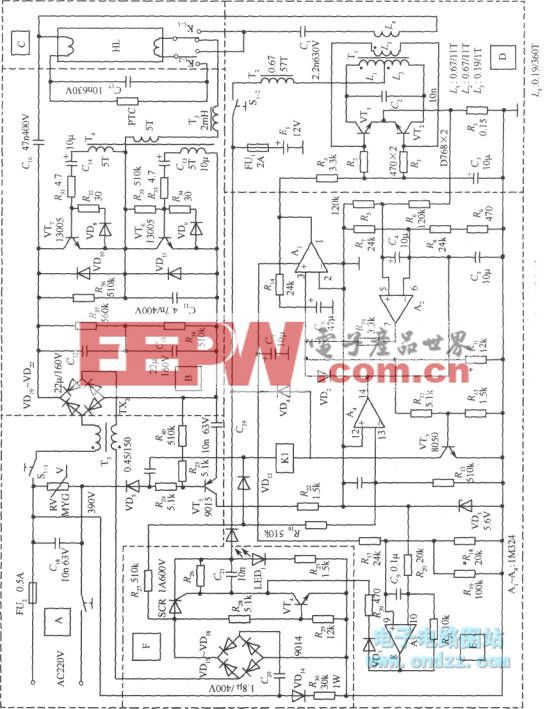
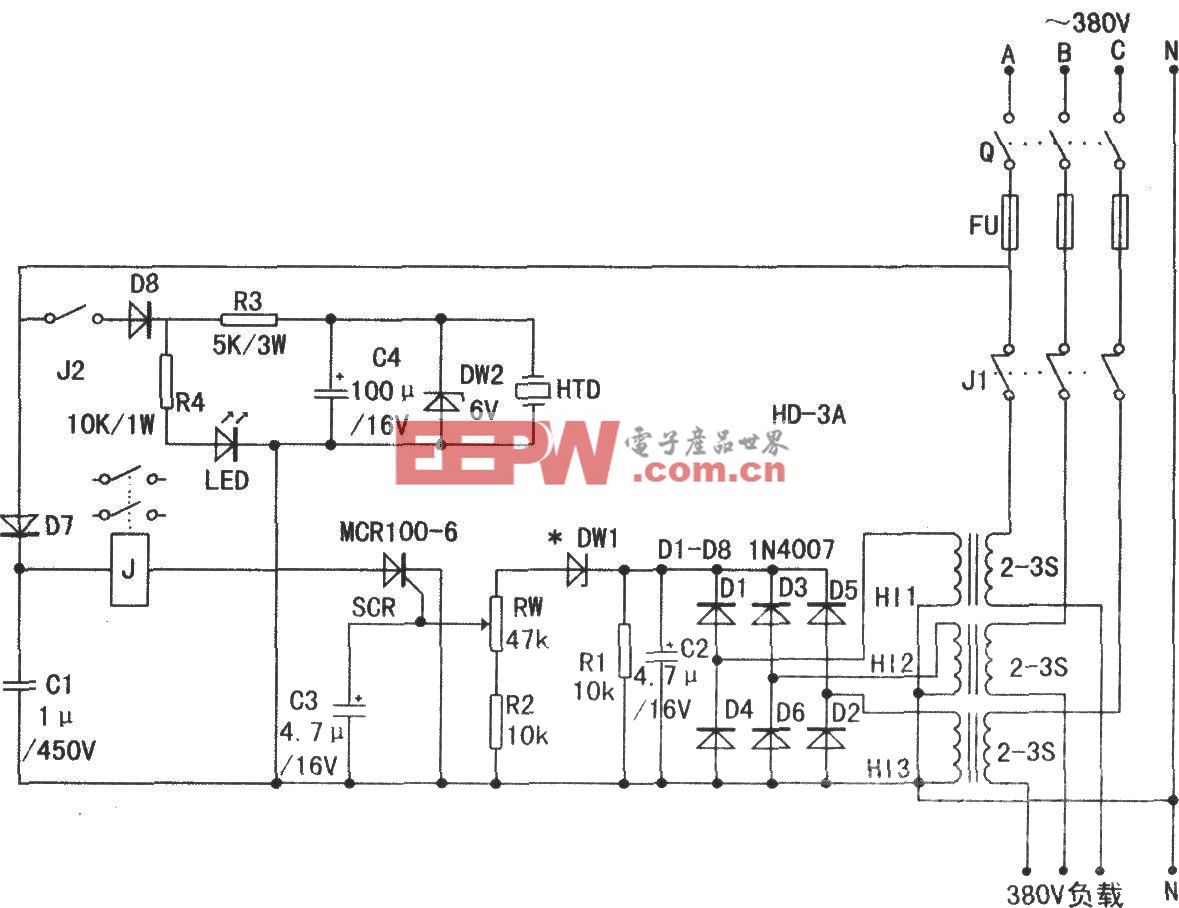
(1) 微處理器控制的微功率輔助供電電源設計:
如圖1 所示,在
電焊機相關文章:電焊機原理 電機保護器相關文章:電機保護器原理
評論