ATmega128和組態王實現陶瓷檢測系統

針對國內的陶瓷性能檢測儀自動化程度不高、檢測精度低、檢測范圍比較窄,可視化差等情況,設計開發了一種基于AVR ATmega128單片機和北京亞控公司的組態軟件的陶瓷檢測實時控制系統。該系統運用虛擬儀器組態王作為上位機,輔以ATmega128單片機為核心的變參數的模糊神經網絡PID控制器,對陶瓷性能進行檢測。經現場使用表明,該系統檢測精度高、范圍廣、可視化程度高,使用方便。
引言
研制高性能生態陶瓷性能檢測儀具有重要的現實意義。本文以陶瓷材料的綜合性能為研究對象,進行陶瓷透氣度性能檢測儀的研制。為了實現智能化和可視化,采用數據吞吐率高的ATmega128單片機作為系統的主控制芯片,用北京亞控公司的可視化高的組態王軟件作整個陶瓷性能檢測流程的監控系統。結合二者的優勢,設計一個便于操作,檢測精度高的陶瓷檢測系統。
檢測原理如下:室溫下,檢測在壓力差為1 mm水柱時1 h內以層流狀態通過厚度為1 cm、面積為1 m2的多孔陶瓷制品的氣體立方數。
1 系統結構及組成
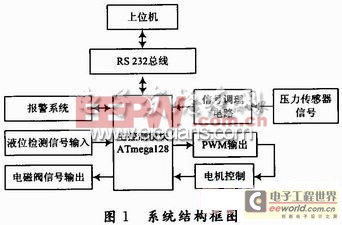
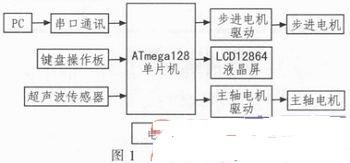
基于AVR ATmega128單片機和北京亞控公司的組態軟件的陶瓷檢測系統,主要由上層控制系統和下層節點控制單元構成,結構圖如圖1所示。上層控制系統由上位機控制軟件、通信總線接口組成。下層控制單元由壓力采集變送板、控制CPU、總線接口、壓力傳感器、壓力反饋通信接口、液位傳感器等部分組成的。系統采用了總線結構、模塊化的設計方法,各部分組建方式靈活,并具有良好的可擴展性。控制系統還可外接通信模塊,與上位機通信,將數據信息上傳。AVR嵌入式控制器對執行機構發出控制指令,對電機的轉速進行控制,從而實現對壓力的檢測與控制。
上位機控制部分:主要由總線接口和上位機兩部分構成。其中總線接口一端和總線相連完成和總線的通信;另一端和上位機連接完成和上位機的通信。它的主要功能是將上位機的操作信號和控制參數傳送給指定的下位機節點。同時,將節點的數據傳輸給上位機做進一步處理。它和上位機之間的通信是通過RS 232串行口和上位機交換數據。
現場控制部分:現場控制層為系統的底層,它首先由信號采集調理模塊通過RS 232總線和上位機通信。然后由帶有總線接口的變送器和執行器來實現具體操作,它們之間通過RS 485總線進行通信,完成全部的控制工作。
2 系統硬件設計
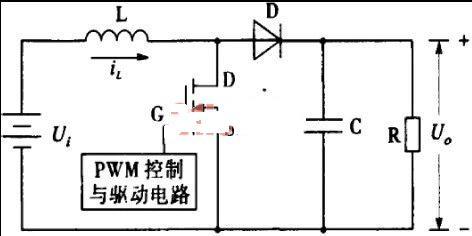
從功能上來劃分,整個系統分為液位檢測模塊、PWM控制電機模塊、恒壓控制模塊、信號采集調理模塊、人機界面五部分。
主控模塊采用Atmel公司的高性能、低功耗的8位AVR微處理器。由于其先進的指令集以及單時鐘周期指令執行時間,ATmega128的數據吞吐率高達128 MIPS/MHz,從而可以減緩系統在功耗和處理速度之間的矛盾。JTAG接口通過JTAG接口實現對Flash、E2PROM、熔絲位和鎖定位的編程。片內集成了數據采集和控制系統中常用的模擬、數字外設及其他功能部件:內置FLASH程序存儲器、內部RAM,大部分器件內部還有位于外部數據存儲器空間的RAM。高速、流水線結構的內核,真正10位、100KSPS的8通道ADC,512 KB的E2PROM,擦寫壽命為100 000次。可工作于主機/從機模式的SPI串行接口具有獨立片內振蕩器的可編程看門狗定時器。

pid控制器相關文章:pid控制器原理
評論