無鉛焊點(diǎn)可靠性問題分析及測(cè)試方法

影響無鉛焊點(diǎn)可靠性的因素
1對(duì)無鉛焊料的性能要求
傳統(tǒng)錫鉛焊料因具有價(jià)廉、易焊接、成形美觀以及物理、力學(xué)和冶金性能好等特點(diǎn)而作為連接元器件和印刷電路板的標(biāo)準(zhǔn)材料,并形成了一整套的使用工藝,長(zhǎng)期以來深受電子廠商的青睞。但由于鉛及鉛化合物對(duì)人類健康和生活環(huán)境的不利影響,限制和禁止使用含鉛焊料的呼聲日益高漲,各國(guó)政府紛紛制定相應(yīng)的法規(guī)約束電子產(chǎn)品的使用材料和廢棄物的處理,電子封裝的環(huán)境友好化要求已成為全球趨勢(shì)。因此目前電子行業(yè)全面面臨無鉛化的要求,已經(jīng)對(duì)整個(gè)行業(yè)形成巨大沖擊。近幾年無鉛焊料迅速發(fā)展起來,最常用的是Sn-Ag-Cu系列。
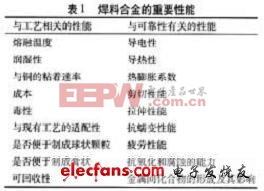
微電子領(lǐng)域使用的焊料有著很嚴(yán)格的性能要求,無鉛焊料也不例外,不僅包括電學(xué)和力學(xué)性能,還必須具有理想的熔融溫度。從制造工藝和可靠性兩方面考慮,表1列出了焊料合金的一些重要性能。
2影響無鉛焊點(diǎn)可靠性的因素
與傳統(tǒng)的含鉛工藝相比,無鉛化焊接由于焊料的差異和工藝參數(shù)的調(diào)整,必不可少地會(huì)給焊點(diǎn)可靠性帶來一定的影響。首先是目前無鉛焊料的熔點(diǎn)較高,一般都在217℃左右,而傳統(tǒng)的Sn-Pb共晶焊料熔點(diǎn)是183℃,溫度曲線的提升隨之會(huì)帶來焊料易氧化及金屬間化合物生長(zhǎng)迅速等問題。其次是由于焊料不含Pb,焊料的潤(rùn)濕性能較差,容易導(dǎo)致產(chǎn)品焊點(diǎn)的自校準(zhǔn)能力、拉伸強(qiáng)度、剪切強(qiáng)度等不能滿足要求。以某廠商為例,原含鉛工藝焊點(diǎn)不合格率一般平均在50×10-6(0.05%)左右,而無鉛工藝由于焊料潤(rùn)濕性差,不合格率上升至200×10-6~500×10-6(0.2~0.5%)。
鑒于無鉛化焊點(diǎn)可靠性方面目前仍存在許多問題,有必要對(duì)此進(jìn)行分析。無鉛焊點(diǎn)的可靠性問題主要來源于:焊點(diǎn)的剪切疲勞與蠕變裂紋[7,8,9]、電遷移[8,10]、焊料與基體界面金屬間化合物形成裂紋[7,8,11,12]、Sn晶須生長(zhǎng)引起短路[7,8],電腐蝕和化學(xué)腐蝕問題r¨等。以下我們主要從設(shè)計(jì)、材料與工藝角度介紹影響無鉛焊點(diǎn)可靠性的一些因素。
(1)設(shè)計(jì):PCB的合理設(shè)計(jì)問題。如焊盤設(shè)計(jì)不合理、發(fā)熱量大的元件密集分布、相鄰高大元件在回流焊時(shí)產(chǎn)生“高樓效應(yīng)”、形成熱風(fēng)沖擊等。
(2)材料:焊料的選擇極為重要。目前,大多采用錫銀銅合金系列,液相溫度是217℃-221℃,這就要求再流焊具有較高的峰值溫度,如前所述會(huì)帶來焊料及導(dǎo)體材料(如Cu箔)易高溫氧化、金屬間化合物生長(zhǎng)迅速等問題。因?yàn)樵诤附舆^程中,熔融的釬料與焊接襯底接觸時(shí),由于高溫在界面會(huì)形成一層金屬間化合物(IMc)。其形成不但受回流焊溫度、時(shí)間的控制,而且在后期使用過程中其厚度會(huì)隨時(shí)間增加。
研究表明界面上的金屬間化合物是影響焊點(diǎn)可靠性的一個(gè)關(guān)鍵因素。過厚的金屬間化合物層的存在會(huì)導(dǎo)致焊點(diǎn)斷裂、韌性和抗低周疲勞能力下降,從而導(dǎo)致焊點(diǎn)的可靠性降低。以當(dāng)前最為成熟的Sn-Ag系無鉛焊料為例,由于熔點(diǎn)更高,相應(yīng)的再流焊溫度也將提高,加之無鉛焊料中Sn含量都比Sn-Pb焊料高,這兩者都增大了焊點(diǎn)和基體間界面上形成金屬問化合物的速率,導(dǎo)致焊點(diǎn)提前失效。
另外,由于無鉛焊料和傳統(tǒng)Sn-Pb焊料成分不同,因而它們和焊盤材料,如Cu、Ni、AgPd等的反應(yīng)速率及反應(yīng)產(chǎn)物可能不同,焊點(diǎn)也會(huì)表現(xiàn)出不同的可靠性。同時(shí)焊料和助焊劑的兼容性也會(huì)對(duì)焊點(diǎn)的可靠性產(chǎn)生非常大的影響。有研究表明:焊料和助焊劑各成分之間不兼容會(huì)導(dǎo)致附著力減小。此外,由于熱膨脹系數(shù)不匹配,又會(huì)加快焊料周期性的疲勞失效。因此要特別注意選擇兼容性優(yōu)良的焊料和助焊劑,才能耐受住無鉛再流焊時(shí)的高溫沖擊。
另外,各互

波峰焊相關(guān)文章:波峰焊原理

評(píng)論