VL020回流爐中半導體激光器芯片In焊接研究

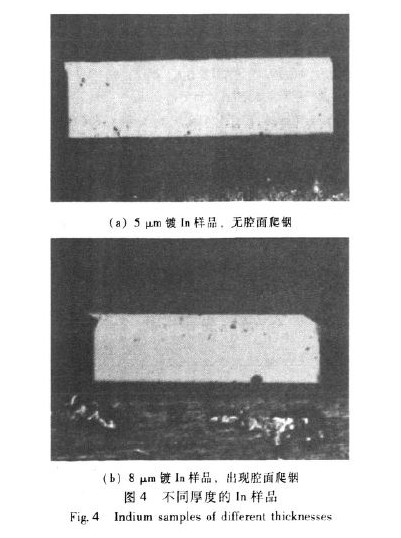
對第3組6個樣品分別用 5和8um In層的焊接情況進行了比較,結果如圖4所示.結果發現5um鍍In樣晶結果較好,8 um鍍In樣品發現腔而出現爬銦現象.
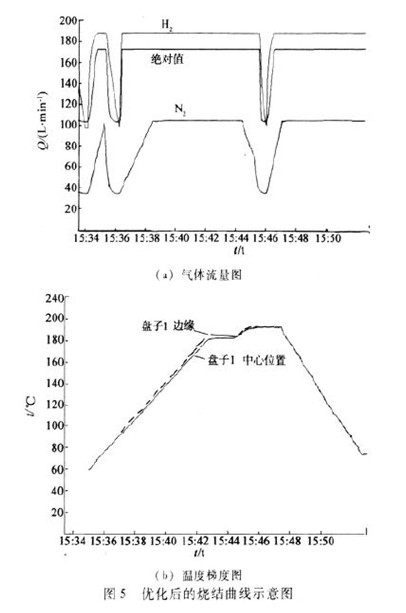
2.4燒結工藝曲線的影響分析采用VL020真空燒結系統可以提高燒結工藝的一致性,還可以通過編程方式優化燒結程序.在燒結程序巾綜合考慮了梯度升溫.峰值溫度.抽真空和梯度降溫等工藝條件,不僅有效去除焊料中間的空間,而且使In焊料與管芯和cu熱沉結合更緊密。圖5是優化后的燒結曲線示意圖.圖中Q為氣體流量,T為溫度,t為時間.
在整體封裝過程中的技術難點和優化工藝:①大功率半導體激光器芯片的焊接過程中有一個相對快速的升.降溫過程,夾具上面的熱量分布直接受到焊接數量的影響,而In焊料對溫度和熔化時問都有嚴格的要求.時間過短,Au/In合金侵潤不完全;時間太長。In焊料將會造成腔面爬鋼現象,因此,焊接溫度曲線的優化設計足一重大技術難點②關于夾具設計制作,通過設計高精度芯片焊接定位夾具,使其具裝配焊接精度達到±0.025mm的技術要求.炙具設計克服了通常依賴進口價格昂貴的石墨夾具,自行設計的新型材料夾具保證裝配的高精度和快速熱量傳遞,但是加工精度也是一技術難點.③實驗中在2 mm x 0.1 mm芯片的樣品L.施加35 g的壓力焊接后,芯片有效焊接面積都在98%以上,此壓力完全能滿足芯片焊接的靠性要求,可以作為比較合適的工藝參數.④實驗中采用焊接溫度為210度焊接后保溫時間25s壓力35 g,氫氣作為保護氣,且流量為1.5 L/min時,最好采用5um層的鍍In樣品焊接.
3 結語本文對半導體激光器芯片的焊接工藝進行了深入的研究,實驗解決了真空焊接沒備焊接中的夾具.設計制作技術難關.焊接溫度曲線優化的難點,實驗結果表明:采用VL020真空焊接設備對半導體激光器芯片進行焊接的過程中,通過選取合適的工裝夾具和工藝曲線來獲得較低的空洞率和較高的成品率是可行的,解決了傳統生產工藝中存在的窄洞較多和熱阻較大等質量隱患,提高產品的可靠性.











評論