數控系統伺服驅動優化方法

SIEMENS810/840D系統具有自動優化功能,由驅動系統在負載狀態下自動測試和分析調節器的頻率特性,確保調節器的比例增益和積分時間常數。如果自動優化的結果不夠理想,達不到機床最佳控制效果,在此基礎上需要進行手工優化。
首先就SIEMENS810/840D自動優化的具體步驟做一詳細介紹。
在優化之前要使機床在JOG方式下,在如圖5畫面可以選Without PLC,這樣在優化過程中PLC不生效。

圖5 840D自動優化畫面
SIEMENS840D中PCU50軸優化具體步驟:
1. 菜單→啟動→驅動/伺服軸→擴展→自動控制設置
2. 在自動控制設置窗口:設置好不帶PLC,上限、下限。
3. 按右側垂直菜單的啟動鍵,此時顯示“開始機械系統測量部分1” →確認
4. 按“程序啟動鍵”,電機正轉。然后顯示“開始機械系統測量部分2” →“確認”
5. 再次按“程序啟動鍵”,電機反轉。然后顯示“啟動當前控制的測量” →“確認”
6. 再次按“程序啟動鍵”。然后顯示“控制器數據開始計算” →“確認”
7. 窗口顯示:
保存驅動的引導文件 | 參數號 | 原值 | 新值 |
NUM_CURRENT_FILTERS | 1200 | 4 | 1 |
CURRENT_FILTER_CONFIG | 1201 | EH | 0H |
CURRENT_FILTER_2_SUPPR_FREQ | 1213 | 1266 | 3500 |
CURRENT_FILTER_2_BANDWIDTH | 1214 | 633 | 500 |
CURRENT_FILTER_3_SUPPR_FREQ | 1216 | 774 | 3500 |
CURRENT_FILTER_3_ BANDWIDTH | 1217 | 387 | 500 |
CURRENT_FILTER_4_SUPPR_FREQ | 1219 | 1077 | 3500 |
CURRENT_FILTER_4_ BANDWIDTH | 1220 | 538 | 500 |
SPEEDCTRL_GAIN_1 | 1407 | 150 | 2454 |
SPEEDCTRL_INTEGRATOR_TIME_1 | 1409 | 40 | 44 |
8. 按右側垂直菜單的“保存”鍵,然后顯示“開始測量速度控制回路” →“確認”
9. 再次按“程序啟動鍵”。手動適當修改驅動參數1407。
自動優化的結果并不一定是一個理想的結果,大部分情況下進行手工優化。手工優化一般是先利用自動優化的結果,在原調節器比例增益和積分時間常數的基礎上,更好地確定調節器比例增益和積分時間常數。最后還要根據測量的結果設定各種濾波器控制數據,以消除驅動系統的共振點。
1. 速度控制環手動優化
速度控制環優化比例增益和積分時間常數兩個數據,先確定它的比例增益,再優化積分時間常數。如果把速度調節器的積分時間常數MD1409調整到500ms,積分環節實際上處于無效狀態,這時PI速度調節器轉化為P調節器。為了確定比例增益的初值,可從一個較小的值開始,逐漸增加比例增益,直到機床發生共振,可聽到伺服電機發出的嘯叫聲,將這時的比例增益乘以0.5,作為首次測量的初值。
參考頻率響應是Kp(MD1407)和Tn(MD1409)優化的最重要的方法。優化后顯示的幅值(db)和相位圖1-6中,表示的是速度實際值是如何跟隨設定值的;0db表示實際速度和設定速度值是相同的幅值;0相位表明實際速度跟隨設定值具有最小的延時。手動優化就是大量的、反復多次調整Kp(MD1407)和Tn(MD1409)數值,目的就是使頻率特性的幅值在0db處保持盡可能寬的范圍,而不出現不穩定的振蕩情況,必要時也需要不斷調整濾波器參數進行優化。
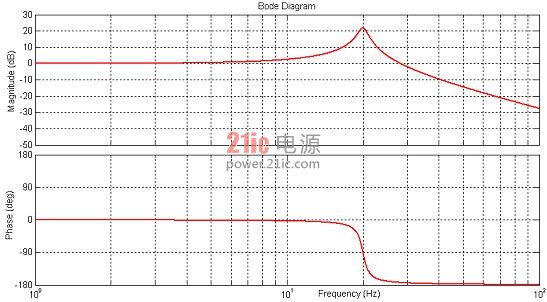
圖6 參考頻率響應圖
2. 位置控制環的優化
位置環優化主要是位置調節器的優化。影響位置調節器的主要控制數據是它的伺服增益因子,因為系統的跟隨誤差與它有密切關系。調整位置調節器伺服增益因子的前提條件是速度調節器有較高的比例增益,因此速度調節器的優化是位置調節器特性調整的基礎。
調整伺服增益因子的目標,應使系統的跟隨誤差達到最小。增加伺服增益因子可以減少系統的跟隨誤差,但是伺服增益因子不能調整得太大,否則會導致系統的超調,甚至出現振蕩現象。一般情況下,為了獲得較高的輪廓加工精度,應盡可能增大伺服增益因子。伺服增益因子在機床參數MD3220中設置。
優化位置調節器最簡單的方法是觀察它的跟隨特性,當伺服增益系數改變時,在操作面板可以看到Following error(跟隨誤差)的變化,從中判斷伺服增益因子是否達到最佳。如圖7所示。

圖7軸服務畫面
通過對FANUC和SIEMENS系統速度環、位置環的調試,發現對機床參數的調整是一件復雜而繁瑣的工作,由于參數之間是相互影響的,需要反復的調試確定。參數優化的好壞,決定加工效果。









評論