數控系統伺服驅動優化方法

目前數控機床配置的數控系統主要有日本FANUC和德國SIEMENS系統,如何提高伺服驅動系統的動態特性,這也是維修及調試人員必須要做的一項很重要的工作。
本文引用地址:http://www.104case.com/article/201808/387168.htm伺服驅動優化的目的就是讓機電系統的匹配達到最佳,以獲得最優的穩定性和動態性能。在數控機床中,機電系統的不匹配通常會引起機床震動、加工零件表面過切、表面質量不良等問題。尤其在磨具加工中,對伺服驅動的優化是必須的。
數控系統伺服驅動包括3個反饋回路,即位置回路、速度回路以及電流回路,其組成的框圖如圖1所示。最內環回路反應速度最快,中間環節反應速度必須高于最外環,如果沒有遵守此原則,將會造成震動或反應不良。
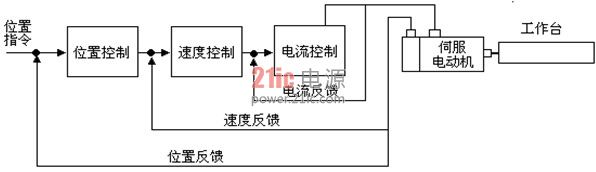
圖1 伺服系統控制回路
伺服優化的一般原則是位置控制回路不能高于速度控制回路的反應,因此,若要增加位置回路增益,必須先增加速度回路的增益。如果僅僅增加位置回路增益,機床很容易產生振動,造成速度指令及定位時間增加,而非減少。在做伺服優化時必須知道機床的機械性能,因為系統優化是建立在機械裝配性能之上的,即不僅要確保伺服驅動的反應,而且也必須確保機械系統具備高剛性。
以日本FANUC 0iC系統為例,詳細講解伺服驅動優化過程。主要過程在伺服調整畫面進行優化調整,畫面如圖2所示。
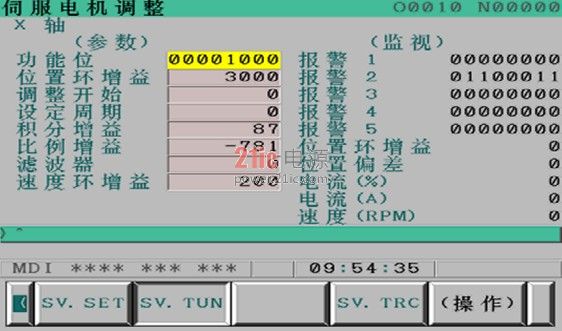
圖2 FANUC伺服調整畫面
首先將功能位參數P2003的位3 設定1,回路增益參數P1825設定為3000,,速度增益參數P2021從200增加,每加100后,用JOG移動坐標,看是否震動,或看伺服波形(TCMD)是否平滑。
注:速度增益=[負載慣量比(參數P2021)+256]/256 *100。負載慣量比表示電機的慣量和負載的慣量比,直接和具體的機床相關,一定要調整。
伺服波形顯示:把參數P3112#0改為1(調整完后,一定要還原為0),關機再開機。采樣時間設定5000,如果調整X軸,設定數據為51,檢查實際速度。
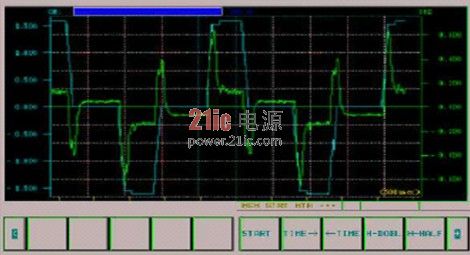
圖3伺服波形設置畫面
如果在起動時,波形不光滑(如圖4所示),則表示伺服增益不夠,需要再提高。如果在中間的直線上有波動,則可能由于高增益引起的震動,這可通過設定參數2066=-10(增加伺服電流環250um)來改變。

圖4 伺服波形顯示畫面
1)N脈沖抑制:當在調整時,由于提高了速度增益,而引起了機床在停止時也出現了小范圍的震蕩(低頻),從伺服調整畫面的位置誤差可看到,在沒有給指令(停止時),誤差在0左右變化。使用單脈沖抑制功能可以將此震蕩消除,按以下步驟調整:
a) 參數2003#4=1,如果震蕩在0-1范圍變化,設定此參數即可。
b) 參數2099設置為400
4) 有關250um加速反饋的說明:
電機與機床彈性連接,負載慣量比電機的慣量要大,在調整負載慣量比時候(大于512),會產生50-150HZ的振動,此時,不要減小負載慣量比的值,可設定此參數進行改善。
此功能把加速度反饋增益乘以電機速度反饋信號的微分值,通過補償轉矩指令Tcmd,來達到抑制速度環的震蕩。
5)速度回路和位置回路的高增益,可以改善伺服系統的響應和剛性。因此可以減小機床的加工形狀誤差,提高定位速度。由于這一效果,使得伺服調整簡化。HRV2控制可以改善整個系統的伺服性能。伺服用HRV2調整后,可以用HRV3改善高速電流控制,因此可進行高精度的機械加工。表1-1是標準HRV2高精度伺服設定控制設定參數。
表:1 HRV2高精度伺服控制設定參數
參數號碼 | 設定值 | 意義 | 設置說明 |
2004 | 0X000011 | HRV2 控制有效 | 這三個參數通過電機參數初始化自動設定,進行電機參數初始化時選擇的電機代碼號為電機代碼表中括號內的電機代碼即可實現HRV2控制。 |
2040 | 標準設定值 | 電流環路積分增益 | |
2041 | 標準設定值 | 電流環路比例增益 | |
2003#3 | 1 | PI控制有效 | |
2017#7 | 1 | 速度環比例項高速處理功能 | 如機床有震動可將該參數設為0。 |
2006#4 | 1 | 速度反饋讀入1ms有效 | |
2016#3 | 1 | 停止時比例增益可變功能有效 | |
2119 |
關鍵詞:
控制
相關推薦技術專區 |









評論