基于plc和稱重機的自動配料系統(tǒng)設計

1 引言
在保護材料生產(chǎn)行業(yè),配料通常是將原材料按某種比例均勻混合在一起, 用以形成一種新的材料,因此配料是這類行業(yè)生產(chǎn)的重要組成部分。在生產(chǎn)過程中,各種原料要嚴格按比例進行均勻混合,就必須靠配料機械來完成,目前工廠一般使用兩種方法,第一種方法采用人工稱重,然后將成比例的各種原材料同時放入配料機中攪拌。另一種方法是自動稱重,自動攪拌。由于很多原始材料為粉狀或顆粒,人工配料時,人體容易吸入粉塵等雜物,導致職業(yè)病出現(xiàn),增加了生產(chǎn)風險和勞動力成本,同時配料品種繁多,數(shù)量巨大,因此人工配料難以現(xiàn)場管理,很容易出現(xiàn)誤配,不但質量難以保證,同時也增加了管理成本。為了保證產(chǎn)品質量,提高生產(chǎn)效率,要求采用準確、可靠的自動配料系統(tǒng)。
本文引用地址:http://www.104case.com/article/201710/366232.htm2 基于 PLC、 工控機和稱重儀表的配料系統(tǒng)
在河南西峽保護材料集團現(xiàn)有的配料系統(tǒng)中,工人首先將材料運送到稱重車間,稱重完之后,再將材料手動送到配料機上進行配料,稱重車間使用了杭州四方的稱重儀表進行稱重,通過RS232口和工控主機相連,位于中控室的工控主機負責記錄稱重結果,顯示稱重數(shù)據(jù),同時,控制人員可以在中控室通過控制電路手動控制配料過程的起停。
這種方式效率低下,同時,主機上運行的是C語言開發(fā)的DOS程序 [1] ,可擴性差,人機交互困難,不能完成自動配料的所有要求。為了提高生產(chǎn)率,降低成本,需要采用全自動配料系統(tǒng)。
新系統(tǒng)采用主從式結構。 以工控機為上位主機,以西門子PLC [2] 、變頻器和稱重儀表為下位從機。主機處于主導地位,實現(xiàn)對各從機的通信管理和控制,將工控機的RS-232異步通信口經(jīng)電平轉換后與PLC相連,形成上、下位機通信的一個物理通道;將主機的另一個RS-232口和稱重儀表的通信口相連,構成第二個物理通道。上位機采用輪詢方式,逐個與從站通信。上位機把任務規(guī)劃的結果傳送給PLC,在PLC進行控制的過程中,上位機使用上位機連接命令監(jiān)視下位機的運行狀態(tài)和數(shù)據(jù)區(qū)內(nèi)容,實時讀取PLC的內(nèi)部狀態(tài)以及稱重儀表的實時數(shù)據(jù),在上位機上顯示。
總體上講,系統(tǒng)具有如下功能:
①全自動配料,在設定好配方之后,系統(tǒng)自動按照配方稱重配料,無需操作人員干預;
②具有報表功能,可以產(chǎn)生日報表,實時報表和月報表、年報表等;
③動態(tài)增加和修改報表,系統(tǒng)通過設定權限,賦予技術人員或操作人員修改,增加配方的權利,同時記錄該次修改的日期和操作人員編號;
④斷電恢復功能,系統(tǒng)能夠在突然斷電的情況下, 恢復斷電前的測量記錄;
⑤局域網(wǎng)共享功能, 主機在局域網(wǎng)內(nèi)可以共享數(shù)據(jù),方便車間主管了解工程進度和其他情況。
2.1 系統(tǒng)的組成
整個全自動配料混合系統(tǒng)由工控機、PLC、工業(yè)稱重儀表、變頻器、振動電機、混料機、傳感器、傳送帶等部分組成。
上位工控機提供人機交互界面, 完成控制信息輸人、數(shù)據(jù)管理、進行數(shù)據(jù)顯示、存儲、統(tǒng)計和報表等功能,上位機采用IPC810工控機,它的主要工作如下: 工控主機首先根據(jù)操作人員的指令, 讀取某個編號的配方, 然后, 根據(jù)配方中配料的比例及先后順序,向PLC發(fā)出開始配料的指令,使得PLC能夠起動特定的變頻器。在配料過程中,工控主機以輪詢的方式,一方面實時讀取PLC的狀態(tài)字,了解PLC及PLC下級設備的運行狀態(tài); 另一方面實時讀取安裝在配料機上的稱重儀表的稱重數(shù)據(jù), 按照配料策略, 當稱重接近配方中的設定值時, 主機向PLC發(fā)出停止本次配料的指令。 當一個配方上的所有材料都配完后, 整個配料過程暫停,等待操作人員的指令。
系統(tǒng)運行過程中,PLC與上位機實時通信,從而保證界面上顯示的數(shù)據(jù)與現(xiàn)場實際數(shù)據(jù)的一致性,操作人員在上位機上發(fā)出的操作命令和設定參數(shù)都可以實時送到PLC,PLC的主要工作有:①接收上位機發(fā)送來的命令,通過變頻器控制振動電機的起、停和快慢;②將變頻器的運行狀態(tài)實時寫入內(nèi)存數(shù)據(jù)區(qū),供工控機讀取;③將自身的各種狀態(tài)以狀態(tài)字的形式準備好,共工控機實時讀取。
2.2 控制策略及配料過程
通過對配料過程的特點進行分析,得到配料過程具有如下特點:
(1)被控對象是單向的不可逆系統(tǒng)。原料沒有辦法從配料機中重新回到傳送帶上。
(2) 具有明顯的時滯性。 當配料達到設定值時,PLC控制電機停止傳送原料,這時傳送帶上具有部分原料無法回收,所以系統(tǒng)具有明顯的時滯性。
(3)受控特性是開關性的。系統(tǒng)的起、停控制等都是開關量。
(4)配料系統(tǒng)在正常工作區(qū)內(nèi)是線性的。
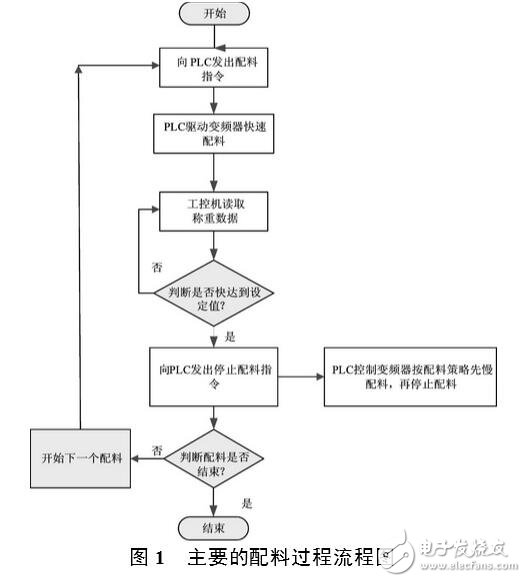
因此,我們考慮采用快速、慢速、提前發(fā)出停止加料指令等控制策略, 同時利用PLC的互鎖技術確保配料的順利進行。系統(tǒng)起動后,工控機向PLC發(fā)出開始加料信號,PLC控制變頻器驅動電機進行快速加料, 同時, 工控主機通過串口持續(xù)不斷的讀取稱重儀表的稱重數(shù)據(jù), 當重量值接近設定值時, 工控主機向PLC發(fā)出停止加料的控制指令,此時,PLC控制變頻器進行慢加,通過事先估計出傳送機構上原料的殘余, 設定值和實際加料的差值和傳送機構上原料的殘余相當時,PLC真正發(fā)出停止指令,該指令由變頻器執(zhí)行, 從而控制電機停機, 停機后傳送機構上的原料無殘余,配料精度符合要求。流程如圖1所示。
3 工控主機軟件設計
工控機主要完成的任務如下:
(1)提供配料過程的動畫顯示。
(2) 向PLC發(fā)出控制指令, 讀取PLC的運行狀態(tài)。
(3)讀取稱重儀表上的稱重信號,并將稱重值在顯示器上顯示,根據(jù)稱重數(shù)據(jù),向PLC發(fā)送指令。
(4) 數(shù)據(jù)庫和報表, 保存配料數(shù)據(jù), 打印報表。
(5)配方的增加與修改。
(6)配料故障輔助報警等其他功能。
3.1 配料軟件的界面設計
上位工控機使用紫金橋組態(tài)軟件設計人機界面,工業(yè)控制組態(tài)軟件實際上是一種能由用戶根據(jù)自己的需要進行二次開發(fā)的軟件開發(fā)平臺。我們可以根據(jù)工藝要求在該平臺上對整個監(jiān)控系統(tǒng)開發(fā)出友好的人機界面,操作員通過該界面可以與現(xiàn)場設備進行實時交互。 紫金橋軟件是HMI/SCADA工業(yè)自動化組態(tài)軟件,它提供了一個高度集成化、可視化的開發(fā)環(huán)境。
該軟件具有如下一些特點:
(1)多種通信功能。 紫金橋組態(tài)軟件 [3] 支持如下通信功能:
1)支持RS232、RS422、RS485等串口通信方式,并支持無線電臺、電話撥號、電話輪詢撥號等方式。
2)以太網(wǎng)通信同時支持有線以太網(wǎng)和無線以太網(wǎng)。
3)所有設備的驅動程序均支持GPRS、CDMA、GSM等移動網(wǎng)絡標準。
(2)方便的開發(fā)系統(tǒng)。豐富的組件和控件構成強大的HMI開發(fā)系統(tǒng);增強的過渡色與漸進色功能,從根本上解決了很多同類軟件在過多使用過渡色、 漸進色時嚴重影響畫面刷新速度和系統(tǒng)運行效率的問題; 更加靈活多樣的矢量子圖, 使得制作工程畫面更快捷;提供面向對象編程方式,內(nèi)置間接變量、中間變量、數(shù)據(jù)庫變量,支持自定義函數(shù)和自定義菜單。
(3)開放性。紫金橋組態(tài)軟件的開放性表現(xiàn)在如下幾個方面:
1)支持Excel以VBA的方式訪問數(shù)據(jù)庫。
2)軟件為開放式體系結構,全面支持DDE,OPC, ODBC/SQL, AcTIveX,DNA標準。以OLE,COM/DCOM、 動態(tài)鏈接庫等多種形式提供外部訪問接口, 便于用戶利用各種常用開發(fā)工具 (如: VC++、VB等)進行深層的二次開發(fā)。
3)紫金橋組態(tài)軟件I/O驅動程序的體系結構為開放式結構,其接口部分源代碼完全公開,用戶可以自行開發(fā)新的驅動程序。
(4)數(shù)據(jù)庫功能.紫金橋組態(tài)軟件內(nèi)置了實時數(shù)據(jù)庫,而且實時數(shù)據(jù)庫又內(nèi)置多種功能塊,來完成數(shù)據(jù)處理與存儲,可實現(xiàn)累計、統(tǒng)計、控制、線形化等多種功能。
(5)支持多種設備及總線。支持國內(nèi)外大部分知名廠家生產(chǎn)的PLC、調節(jié)器、智能儀表、智能終端、智能模塊;此外,還支持Profibus,Can,LonWorks和Modbus等標準的現(xiàn)場總線。
3.2 系統(tǒng)的 I/O 點數(shù)
紫金橋組態(tài)軟件用實時數(shù)據(jù)庫點來表示I/O點。經(jīng)過分析,系統(tǒng)需要三個I/O點,兩個數(shù)字控制點用來通過PLC控制電機的起、停,因此這兩個點的數(shù)據(jù)鏈接選擇分別為PLC的兩個數(shù)字量輸入輸出通道。一個模擬點用來表示從稱重儀表上讀取的實時數(shù)據(jù),因此,該點的數(shù)據(jù)鏈接為稱重儀表的測量值。
4 通信程序設計
通信程序設計主要包含三部分,第一部分為主機與PLC的通信;第二部分為主機與稱重儀表的通信;第三部分為PLC與變頻器之間的通信。
4.1 主機與 PLC 的通信
組態(tài)軟件一般都內(nèi)置了主流PLC的驅動程序,首先在紫金橋組態(tài)軟件中新建一個PLC虛擬設備,該虛擬設備的型號必須和使用的真實PLC的型號一致,如果在組態(tài)軟件中找不到所需的PLC的型號,則可以委托軟件廠家免費開發(fā)一個新的該型號PLC驅動。虛擬設備用來映射真實的設備,這里,我們使用的PLC是SimensS7-300,設定主機通過串口1和PLC通信。
4.2 主機與稱重儀表的通信
針對稱重儀表,我們使用的是杭州四方的稱重儀表,為了使儀表和組態(tài)軟件很好的通信,我們特別委托紫金橋公司為該儀表開發(fā)了驅動程序。首先我們從組態(tài)軟件的驅動列表中選擇一個我們需要的設備類型,并針對該類型,建立一個虛擬設備,用來映射真實的稱重儀表,然后設定儀表與計算機的通信端口及通信協(xié)議。
4.3 PLC 與變頻器之間的通信
由于配料車間有多種原材料,為了配料方便,我們設置了多個傳送帶,所以配料系統(tǒng)一個PLC需要鏈接多個變頻器。為此我們在PLC和變頻器之間使用了Profibus總線進行通信,將專用的Profibus通信模塊插入到變頻器上,并設定好變頻器的從站地址,然后通過Profibus連接器接入到PLC中,PLC通過編程,實現(xiàn)對該變頻器進行報文的發(fā)送與接收,將控制字發(fā)送到變頻器,同時把狀態(tài)字從變頻器中讀取回來。
CPU315-2DP作為Profibus主站,每個與主站通信的變頻器可以看作是一個Profibus從站。通信時,主站根據(jù)通信報文中的地址字符來選擇要傳輸數(shù)據(jù)的從站。從站本身不能主動發(fā)送數(shù)據(jù),各個從站之間也不能直接進行信息的傳輸。系統(tǒng)所選用的變頻器型號均為Siemens MicroMaster430系列 [4] 。PLC和變頻器之間主要的通信主要涉及兩個概念。第一是數(shù)據(jù)報文,第二是控制字與狀態(tài)字。
(1)通信報文。 每條報文都是以字符STX開始,接著是長度說明LGE和地址字節(jié)ADR,然后是采用的數(shù)據(jù)字符,報文以數(shù)據(jù)塊的檢驗符BCC結束,主要字段的解釋如下:
STX區(qū)是一個字節(jié)的ASCII字符(02hex),表示一條信息的開始。
LGE區(qū)是一個字節(jié),指明這一條信息中后跟的字節(jié)數(shù)目。
ADR區(qū)是一個字節(jié),是從站結點(即變頻器)的地址。
BCC區(qū)是長度為一個字節(jié)的校驗和,用于檢查該信息是否有效。它是該信息中BCC前面所有字節(jié)“異或”運算的結果。 如果根據(jù)校驗和的運算結果,表明變頻器接收到的信息是無效的,它將丟棄這一信息,并且不向主站發(fā)出應答信號。
(2)控制字與狀態(tài)字。PLC通過變頻器的PKW區(qū)可以讀寫變頻器的參數(shù)值,從而改變或了解變頻器的工作狀態(tài)。在本系統(tǒng)中,PLC讀出該區(qū)的數(shù)據(jù),放在特定的數(shù)據(jù)區(qū)中,供工控機查詢,查詢結果在工控機上顯示。
5 結論
本系統(tǒng)通過工控機、PLC和變頻器的協(xié)調工作,完成了所需自動配料任務, 系統(tǒng)自2008年5月投入使用以來,每天配料100多噸,完成配方10個左右,不但可實時顯示工況,而且可以提供配方修改、增加等功能;實際運行表明,系統(tǒng)運行穩(wěn)定、可靠,人機界面美觀,操作方便,同時系統(tǒng)采用組態(tài)軟件開發(fā),可以為以后的升級提供便利。
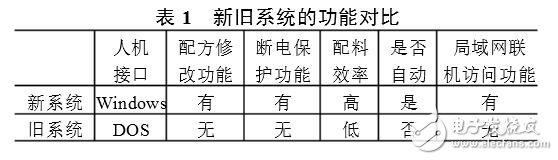
新舊系統(tǒng)的功能和用途對比如表1所示。










評論