球形軸尖球頭圓度的非接觸精密測量

球形軸尖是某陀螺中的重要零件,是典型的微小球形零件,其尺寸、形位精度和表面質(zhì)量要求高,直接影響陀螺儀的性能指標和使用壽命。
球形軸尖的球頭圓度是其重要特性之一,由于球形軸尖的球頭尺寸微小,只有SR0.25*mm 和 SR0.4*mm,其表面粗糙度值為Ra0.012μm, 用常規(guī)的圓度檢測方法難以進行測量。因此必須對球形軸尖球頭部位的圓度的檢測方法進行研究,以確定一種切實可行的檢測方法,保證產(chǎn)品生產(chǎn)的順利進行。
圖 1 球形軸尖的結(jié)構(gòu)圖
球形軸尖的材料為硬質(zhì)合金 YG11,硬度可達 HRA87,加工主要采用磨削、研磨及拋光的工藝。SR0.25 0 -0.008mm 或 SR0.4 0 -0.008mm 和球頸部分以及長度尺寸 1.6+0.005 -0.005 mm 采用成型磨輪經(jīng)過粗磨、精磨兩次磨削成型,成型砂輪是用金剛石磨輪制作成的。

圖 2 球形軸尖的實物照片
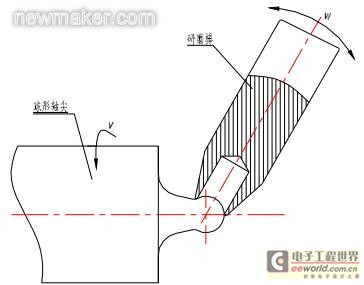
圖 3球形軸尖研拋加工的原理示意圖
3.1 檢測方法的選擇
圓度常用的測量方法投影比較法,圓度儀法,坐標測量法,兩點三點法。測量方法的分類,按獲得測量結(jié)果的方式分為直接測量和間接測量,按比較方式分為絕對測量和相對測量,按接觸形式分為接觸測量和非接觸測量。球形軸尖的球頭尺寸微小,只有 SR0.25mm和 SR0.4mm,而且表面粗糙度值為 Ra0.012μm。
由于球形軸尖的尺寸微小、表面質(zhì)量高不能損傷和檢測精度要求高這幾個方面的特點,因此球形軸尖圓度的檢測方法必須滿足的條件是非接觸測量,檢測儀器測量誤差不大于 0.8μm、分辨率 0.1μm;而且由于球頭尺寸微小最好具有放大觀察或顯示功能。
圓度儀法測量具有高精度和高準確性的特點,是圓度測量的首選,但因為是接觸測量因此不能采用;投影比較法必須具有很大的放大倍數(shù),否則無法保證 2μm 的檢測精度,我單位沒有這樣高放大倍數(shù)的投影儀。
結(jié)合單位目前的實際,最終選擇加裝光柵尺的萬能工具顯微鏡,它是基本符合這幾項要求的測量儀器。
3.2 圓度檢測試驗
試驗采用的兩種型號的球形軸尖,兩種球形軸尖除球頭直徑不同,其它要求全部相同,球頭圓度要求均為 0.002mm 。
所用檢測儀器為萬能工具顯微鏡,儀器編號為 2982;如圖 3 所示。該儀器光學(xué)系統(tǒng)的分辨率 1μm,改進后加裝的精密光柵尺的分辨率為 0.1μm。
該儀器的測量方式為將被測物體放大后進行目測瞄準,光柵尺讀數(shù)通過計算機采集顯示。

圖 3萬能工具顯微鏡實物圖片
將檢測的Φd 直徑值中的最大值減去最小值,然后將其差值除以 2 即為半徑差值,這樣所得的數(shù)據(jù)也就為圓度值。

評論