基于CNC齒輪測(cè)量中心的齒條滾刀測(cè)量

齒條滾刀的基本幾何特性
齒條滾刀又稱為環(huán)形扣滾刀或環(huán)形齒條滾刀,是螺旋升角為0的特殊齒輪滾刀。齒條滾刀的頭數(shù)為被加工齒條的齒數(shù)z+1,周節(jié)p等于被加工齒條的周節(jié),為π乘以滾刀模數(shù)m,在分度圓處齒條滾刀的齒厚和齒間距相等,都為p/2,其齒形與被加工齒條的齒形相同。由于齒條滾刀的連續(xù)切削和高加工效率的特點(diǎn),其在齒條的加工中被廣泛使用[1]。
CNC齒輪測(cè)量中心測(cè)量齒條滾刀的實(shí)現(xiàn)原理
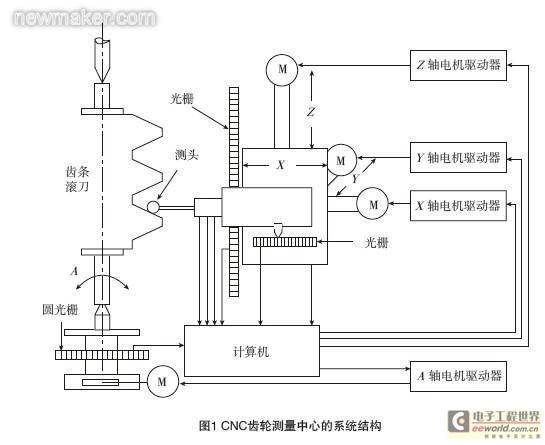
CNC齒輪測(cè)量中心采用坐標(biāo)測(cè)量原理,是由計(jì)算機(jī)控制的極坐標(biāo)測(cè)量機(jī),它的機(jī)械運(yùn)動(dòng)包括軸向(Z軸)、徑向(X 軸)、切向(Y 軸)3個(gè)方向的直線運(yùn)動(dòng)和一個(gè)主軸(A 軸)的旋轉(zhuǎn)運(yùn)動(dòng)以及微位移傳感器測(cè)頭的小范圍移動(dòng)[2]。CNC 齒輪測(cè)量中心的系統(tǒng)結(jié)構(gòu)如圖1所示。
整體運(yùn)動(dòng)控制流程
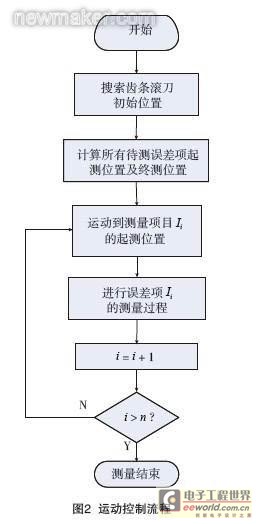
通過(guò)齒條滾刀的頭數(shù)、模數(shù)、壓力角、容屑槽數(shù)、鏟背量以及偏位值等基本參數(shù)推導(dǎo)出其他用于測(cè)量運(yùn)動(dòng)的各參數(shù),用戶可根據(jù)需要選擇待測(cè)量誤差項(xiàng),計(jì)算機(jī)根據(jù)已選擇測(cè)量項(xiàng)的幾何模型生成連續(xù)測(cè)量的運(yùn)動(dòng)軌跡。其測(cè)量運(yùn)動(dòng)控制流程如圖2所示。
測(cè)量的運(yùn)動(dòng)軌跡及實(shí)例
基于坐標(biāo)測(cè)量原理的CNC齒輪測(cè)量中心能快速、準(zhǔn)確、自動(dòng)地測(cè)量齒條滾刀的螺旋線誤差、齒形誤差、刀齒前面徑向性、容屑槽周節(jié)誤差、容屑槽導(dǎo)程誤差以及外圓徑向跳動(dòng)誤差等各項(xiàng)目,下面以基本參數(shù)為mn=2,an=20°,z =27,zk =16,k =9,e =4.5,Dao=150的齒條滾刀為例,介紹各誤差項(xiàng)的運(yùn)動(dòng)軌跡及實(shí)測(cè)結(jié)果[3-5]。
1 螺旋線誤差的測(cè)量
齒條滾刀裝卡時(shí),規(guī)定滾刀前刀面要朝向操作者的右側(cè),則在上側(cè)的齒面為右齒面,在下側(cè)的齒面為左齒面。由于實(shí)際齒條滾刀的側(cè)后刀面需要鏟齒以形成側(cè)后角和頂后角,導(dǎo)致滾刀左右齒面的導(dǎo)程與其基本蝸桿螺旋面的導(dǎo)程不同,除兩側(cè)刀刃處于基本蝸桿螺旋面上外,其他點(diǎn)并不在基本蝸桿螺旋面上。
根據(jù)國(guó)家標(biāo)準(zhǔn)GB/T6084—2001關(guān)于滾刀螺旋線誤差的規(guī)定:相鄰切削刃的螺旋線誤差是相鄰切削刃與內(nèi)孔同心圓柱表面的交點(diǎn)對(duì)滾刀理論螺旋線的最大軸向誤差。在進(jìn)行滾刀螺旋線誤差測(cè)量時(shí),測(cè)量得到分度圓螺旋線上的一系列刃口點(diǎn),計(jì)算出被測(cè)齒條滾刀的螺旋線誤差值,并可根據(jù)相鄰切削刃螺旋線誤差計(jì)算出一轉(zhuǎn)內(nèi)切削刃螺旋線誤差和三轉(zhuǎn)內(nèi)切削刃螺旋線誤差。
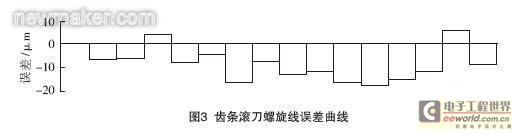
測(cè)量齒條滾刀的螺旋線誤差時(shí),需要將測(cè)頭手動(dòng)調(diào)整到待測(cè)螺旋線的完整齒上方的齒槽內(nèi),則該齒即為滾刀螺旋線的1號(hào)齒,也是螺旋線誤差計(jì)算的基準(zhǔn)齒,把X軸的坐標(biāo)值控制在齒條滾刀的分度圓半徑處,Y軸坐標(biāo)為0,由于齒條滾刀螺旋升角γ為0的特殊性,只需控制主軸旋轉(zhuǎn)即可,測(cè)頭從起測(cè)齒開(kāi)始共掃描測(cè)量Zk個(gè)切削刃。圖3為齒條滾刀的實(shí)測(cè)螺旋線誤差曲線。
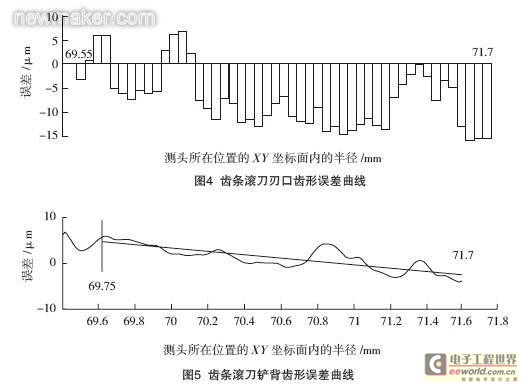
國(guó)家標(biāo)準(zhǔn)GB/T6084—2001關(guān)于滾刀齒形誤差的規(guī)定為在檢查截面中的測(cè)量范圍內(nèi),容納實(shí)際齒形的兩條理論直線齒形間法向距離。在測(cè)量齒條滾刀時(shí),不論其容屑槽是直槽的還是螺旋槽的,若存在偏距或徑向前角不為零時(shí),其刃口齒形都是曲線,但切削刃口上的各點(diǎn)還是在其基本蝸桿的螺旋面上,因而可逐點(diǎn)測(cè)出切削刃口的齒形誤差。
齒條滾刀的齒形有“刃口齒形”和“鏟背齒形”之分,但兩者測(cè)量的理論基準(zhǔn)都是滾刀的設(shè)計(jì)齒形。測(cè)量刃口齒形時(shí),控制測(cè)頭的Y軸坐標(biāo)不變,旋轉(zhuǎn)主軸至測(cè)頭脫離齒面,則完成對(duì)側(cè)鏟面的一次掃描,獲取該處的刃口坐標(biāo),以此可以獲得齒條滾刀不同半徑的各點(diǎn)刃口坐標(biāo),實(shí)測(cè)誤差曲線如圖4所示。測(cè)量鏟背齒形時(shí),滾刀處于靜止?fàn)顟B(tài),控制測(cè)頭的Y軸坐標(biāo)位于齒條滾刀的偏位值處不變,X和Z軸聯(lián)動(dòng)從側(cè)鏟面齒根向齒頂進(jìn)行掃描,實(shí)測(cè)誤差曲線如圖5所示。
刀齒前面的徑向性是檢驗(yàn)滾刀前刀面重磨后是否合格的重要標(biāo)準(zhǔn)。滾刀剛生產(chǎn)出來(lái)時(shí)需要測(cè)量刀齒前面的徑向性,使用一段時(shí)間以后由于刃口磨損變形,需要通過(guò)重磨前刀面來(lái)獲得新的刃口,重磨前刀面后也需要測(cè)量其精度。國(guó)家標(biāo)準(zhǔn)GB/T6084— 2001關(guān)于滾刀刀齒前面的徑向性的規(guī)定:在測(cè)量范圍內(nèi),容納實(shí)際刀齒前面的2個(gè)平行于理論前面的平面間的距離。

評(píng)論