淺談PLC的高速計數器功能在定位控制中的應用

實現定位控制的程序段見下圖2.
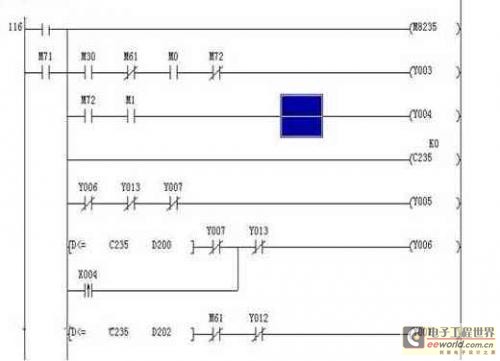
圖2定位程序段
還有一個問題是參數設定時的小數點位問題,實際工作中在設定位置時要精確到0.1mm.這個問題在一些單片機系統中常會遇到,常見的處理辦法是加大一個數量級,就是設定數據時,在人機界面上用1代替0.1mm,10代替1mm.不過我們在處理此問題時通過HMI中對數據的設置和PLC的程序編寫達到了所見即所得的效果。HMI中主要是對數值的格式要設定好。HMI中的設置畫面見下圖。
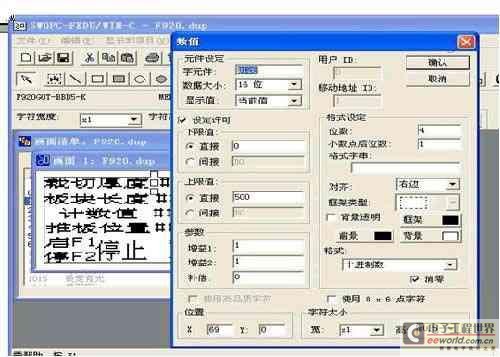
圖3 HMI中數據設置畫面
比如我要等分裁切10.5mm的紙,就可以在HMI上設定為10.5,而不是像我公司其它設備上要設為105,但PLC的寄存器D128的內容是105而不是10.5,這樣在計算需要的脈沖數時就要用下面一條命令:
MULD128K5D10(此命令中盡管編程時D11不出現但實際上寄存器D11被占用,不能再應用于其它地方,否則會出現問題。)
而不是用:
MULD128K50D10
編程中其它應注意的問題。一是雙線圈問題。本工程中利用條件跳轉和步進指令避免了雙線圈問題。二是誤信號問題。編碼器是一種比較精密的光電產品,受振動時不可避免的會出現誤信號,而切紙機在執行裁切動作時會造成很大振動,如果忽視這個現象,定位精度和執行機構當前位置的顯示都會不準確。本工程中處理方法參見上面例子程序圖1,只有Y3、Y4接通,即只有進給機構前進和后退時才讓C236進行計數,這樣就屏蔽了裁切時震動造成的誤信號。
6變頻器的參數設置
此工程中需設定的變頻器的主要參數見下。
參數號名稱設定值
0轉矩提升8%(低速時電機轉矩不足時可提高此數字)
43速設定(高速)30Hz
53速設定(中速)10Hz
63速設定(低速)2Hz
7加速時間0.5s
8減速時間0.5s
24多段速設定(4速)50Hz
79操作模式2(只執行外部操作)
在調試過程中為了達到定位速度和精度的完美結合,應對三段速設定值,加減速時間和HMI中D130、D200和D202的數值進行相應調整。
7結論
通過上述的改造過程,完全恢復了我們切紙機的功能,試用三個月以來運行非常穩定。由這個應用實例可以看出結合PLC的高速計數器功能,合理的進行應用,在一定場合可以取代高成本的定位控制系統,實現控制系統最優的性價比。也迎合了我國當前提出的建設節約型社會的宗旨。

評論