基于PROFIBUS總線的曲軸清理機器人系統設計

電源模塊(IC695PSA040):容量40W。該模塊可以像I,O一樣簡單地插在背板上,并且能與任何標準型號RX3i CPU系統工作。
CPU(IC695CPU3 1 0):主控制CPU模塊,這個強大的CPU依靠300Mhz的處理器和10Mbytes的用戶內存能輕松地完成各種復雜的應用。RX3i支持多種IEC語言和C語言,使得用戶編程更加靈活。RX3i廣泛的診斷機制和帶電插拔能力增加了機器周期運行時間,減少停機時間,用戶能存儲大量的數據。
離散量I/O模塊(IC694MDL645):PAC RX3i直流電壓輸入模塊,24VDC正/負邏輯,16點輸入。用于接收外圍傳感器信號輸入。
離散量I/O模塊(IC694MDL940):PAC RX3i直流電壓輸出模塊,繼電器,N.O.,2A,16點輸出。用于驅動外圍執行元件。
通信模塊(IC695PBM300):PACSystems RX3iProfibus DP Master模塊,用于連接外圍機器人系統和自動上下料系統。
通信模塊(IC695ETM001):PACSystems RX3i以太網接口模塊,TCP/IP 10/100Mbits,2個RJ一45端口,內置交換機,用于連接工廠監控系統。
3 通信網絡系統
機器人曲軸清理系統采用Profibus—DP作為主通信網絡,利用DP接頭,分別連接機器人和自動上下料系統,通信結構原理圖如圖3所示。
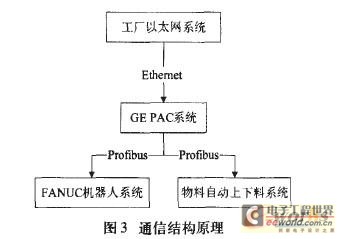
機器人曲軸清理系統是曲軸生產線的一個重要組成部分,通過工業以太網連接進入工廠監控系統。通過以太網網絡,工廠管理系統就可以實時地監控機器人曲軸系統的運行情況,包括目前的運行狀態、加工工件數量,故障等信息。
GE PAC系統在這個Profibus網絡中作為主站,FANUC機器人和自動上下料系統作為從站,根據控制信號的數量,可以配置不同的輸入輸出信號。
根據系統需要,PAC系統與機器人的通信信號數量配置為8個輸入字節和10個輸出字節,站地址為3。PAC系統與自動上下料系統的通訊信號數量配置為8個輸入字節和8個輸出字節,站地址為4。
4 系統的軟件設計
系統開發軟件采用GE—FANUC自帶的ProficyMachine Edition軟件,這個軟件把PAC開發和觸摸屏集成在一起,功能全面。
在采購設備時,機器人系統和自動上下料系統的供應商會提供相應的GSD文件。把供應商提供的GSD文件做為從站添加到DP—Master模塊下面,添加完之后如圖4所示。

利用專用的Profibus線和DP接頭,進行簡單的連接,就完成了現場總線硬件連接。再將配置完的軟件下載到PAC里。軟件主要完成的功能為:
觸摸屏上共有9個畫面,分別是登陸界面、公司簡介、系統布局、系統狀態、自動運行、手動運行、檢測界面、報警記錄、維護呼叫界面。用戶可以在畫面上設定運行參數,同時監控系統的運行狀態。
PAC上的程序用梯形圖開發,由6個程序組成,分別是Main主程序,用于整體控制,調用其他子程序。Auto子程序,當系統處于自動運行狀態時就調用這個程序,完成自動運行中的過程控制。Manual子程序,當系統處于手動運行狀態時就調用這個程序,主要用于調試和設備復位。C—Claas子程序,與自動上下料系統的通信功能在這個程序里完成。Commu—nication子程序,與機器人的交互控制信號在這個程序里完成。Initial子程序,完成系統上電初始化功能。
5 結束語
基于PROFIBUS.DP的通信和可編程自動控制器PAC主從式控制方案已成功應用于曲軸清理機器人系統。該系統已成功地應用于某汽車制造廠的曲軸生產線上。現場運行穩定可靠,并已通過用戶驗收。






評論