【E課堂】電感簡介及電感失效分析

電感失效分析
本文引用地址:http://www.104case.com/article/201610/311098.htm模壓繞線片式電感失效機理:
1.磁芯在加工過程中產生的機械應力較大,未得到釋放
2.磁芯內有雜質或空洞磁芯材料本身不均勻,影響磁芯的磁場狀況,使磁芯的磁導率發(fā)生了偏差;
3.由于燒結后產生的燒結裂紋;
4.銅線與銅帶浸焊連接時,線圈部分濺到錫液,融化了漆包線的絕緣層,造成短路;
5.銅線纖細,在與銅帶連接時,造成假焊,開路失效
1、耐焊性
低頻片感經回流焊后感量上升 《 20%
由于回流焊的溫度超過了低頻片感材料的居里溫度,出現退磁現象。片感退磁后,片感材料的磁導率恢復到最大值,感量上升。一般要求的控制范圍是片感耐焊接熱后,感量上升幅度小于20%。
耐焊性可能造成的問題是有時小批量手工焊時,電路性能全部合格(此時片感未整體加熱,感量上升小)。但大批量貼片時,發(fā)現有部分電路性能下降。這可能是由于過回流焊后,片感感量會上升,影響了線路的性能。在對片感感量精度要求較嚴格的地方(如信號接收發(fā)射電路),應加大對片感耐焊性的關注。
檢測方法:先測量片感在常溫時的感量值,再將片感浸入熔化的焊錫罐里10秒鐘左右,取出。待片感徹底冷卻后,測量片感新的感量值。感量增大的百分比既為該片感的耐焊性大小
2、可焊性
電鍍簡介
當達到回流焊的溫度時,金屬銀(Ag)會跟金屬錫(Sn)反應形成共熔物,因此不能在片感的銀端頭上直接鍍錫。而是在銀端頭上先鍍鎳(2um 左右) ,形成隔絕層,然后再鍍錫(4-8um )。
可焊性檢測
將待檢測的片感的端頭用酒精清洗干凈,將片感在熔化的焊錫罐中浸入4秒鐘左右,取出。如果片感端頭的焊錫覆蓋率達到90%以上,則可焊性合格。
可焊性不良
1)端頭氧化:當片感受高溫、潮濕、化學品、氧化性氣體(SO2、NO2等)的影響, 或保存時間過長,造成片感端頭上的金屬Sn氧化成SnO2,片感端頭變暗。由于SnO2不和Sn、 Ag、Cu等生成共熔物,導致片感可焊性下降。片感產品保質期:半年。如果片感端頭被污染,比如油性物質,溶劑等,也會造成可焊性下降
2)鍍鎳層太薄,吃銀:如果鍍鎳時,鎳層太薄不能起隔離作用。回流焊時,片感端頭上的Sn和自身的Ag首先反應,而影響了片感端頭上的Sn和焊盤上的焊膏共熔,造成吃銀現象,片感的可焊性下降。
判斷方法:將片感浸入熔化的焊錫罐中幾秒鐘,取出。如發(fā)現端頭出現坑洼情況,甚至出現瓷體外露,則可判斷是出現吃銀現象的。
3、焊接不良
內應力
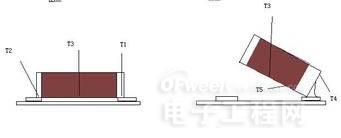
如果片感在制作過程中產生了較大的內部應力,且未采取措施消除應力,在回流焊過程中,貼好的片感會因為內應力的影響產生立片,俗稱立碑效應。
判斷片感是否存在較大的內應力,可采取一個較簡便的方法:
取幾百只的片感,放入一般的烤箱或低溫爐中,升溫至230℃左右,保溫,觀察爐內情況。如聽見噼噼叭叭的響聲,甚至有片子跳起來的聲音,說明產品有較大的內應力。
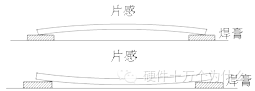
元件變形
如果片感產品有彎曲變形,焊接時會有放大效應。
焊接不良、虛焊
焊接正常
焊盤設計不當
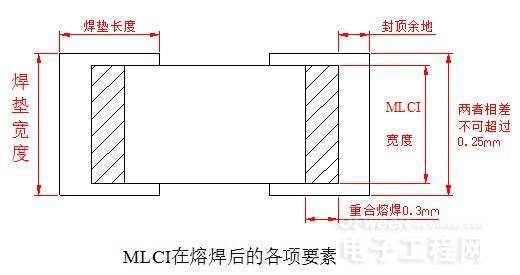
a.焊盤兩端應對稱設計,避免大小不一,否則兩端的熔融時間和潤濕力會不同
b.焊合的長度在0.3mm以上(即片感的金屬端頭和焊盤的重合長度)
c.焊盤余地的長度盡量小,一般不超過0.5mm。
d.焊盤的本身寬度不宜太寬,其合理寬度和MLCI寬度相比,不宜超過0.25mm

評論