DeviceNet現場總線的汽車涂裝線控制系統設計

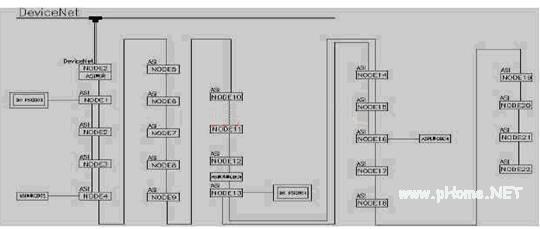
圖3控制系統現場檢測單元通過AS-I網關與DeviceNet網絡通信的示意圖
如圖3所示,本汽車涂裝生產線控制系統,中控計算機PLC通過AS-I網關與輸送系統中的各個檢測單元進行信息轉換傳輸。各個工序的控制模塊,電泳烘干控制模塊、噴涂控制模塊和面漆檢查控制模塊中的中控計算機與現場總線之間是不能直接連接的,現場的檢測開關分布非常分散,而這些檢測點的信息需要輸入到位于控制柜中的PLC,如果采用傳統的方法,每個輸入點的信號單獨送到PLC的基本輸入單元,可以想象現場的布線將非常復雜和繁瑣,導致工程費用高,接線時間長,采用現場總線的方法,可以解決原來的種種弊端。
現場總線方式相當于把輸入輸出(I/O)模塊放到了現場的各個角落,各個檢測點可以近距離把信號送到輸入模塊,指示燈和電磁閥等需要的輸出信號也可以就近從輸出模塊中獲得。
圖中的每個分布于現場的各個模塊即一個NODE,它們的連接即形成AS-Interface網絡。為了使AS-Interface網絡連接到上層DeviceNet現場總線系統并進行數據交換,需要 AS-Interface主控機,通常被稱為網關。所用網關型號為VAG-DN-K5,它是P+F公司和羅克韋爾公司共同開發的,它完全可以看作是上層 DeviceNet現場總線的從站,或者說是通過AS-I電纜連接的帶124個輸入點和124個輸出點的DeviceNet現場總線的I/O卡。
從圖5中可以看出本次項目AS-I網采用的拓撲結構是線型,是按油漆車間流水線走向設計的,實際上AS-I網還可以選星型或者樹型。每個AS-I網關可以連接最多31個AS-I節點或248個分散元件,網關與節點間的傳送速率約為167Kbits/s。
AS-I網只有一個主控機數據報文格式和一個子站響應格式:主控機報文總是14位并包括10個用戶位。子站響應總是7個位并包括4個用戶位。主控機依次查詢每個子站。每個子站通過唯一的地址被確認。
2.3 系統工作原理
設置和運行DeviceNet網絡的過程主要是完成DeviceNet組態,遠程I/O通信功能使得在從單元和CPU之間能自動傳送I/O數據,而不需要編寫特別的程序,為了達到此功能,就需要在CPU單元的I/O存儲區中為每個從單元分配字地址,以便于在CX-Programmer環境下對系統輸入輸出的邏輯關系進行編程。這里以具有代表性的基本輸入,基本輸出,一個遠程輸入和一個遠程輸出模塊為例,其中也介紹了不在DeviceNet網絡上的基本I/O的地址分配。
各種硬件通過電纜連接好,其中計算機的串口連接CPU的RS 232C端口,并且通過PC卡式的組態件3G8E2-DRM21連接到DeviceNet。




評論