DeviceNet現場總線的汽車涂裝線控制系統設計

一、概述
本文引用地址:http://www.104case.com/article/201609/303322.htmDeviceNet現場總線是世界一流的自動化控制和信息解決方案供應商美國羅克韋爾自動化(Rockwell Automation)公司推出的最優的工業控制網絡技術NetLinx的底層網絡。
1.1 DeviceNet系統組成:
一個完整的DeviceNet網絡由以下幾部分組成:
① 主控器(PLC或PC)
② 現場輸入/輸出模塊:用于連接工業控制系統中的各種現場裝置,如:傳感器、按鈕、指示燈、閥門、變送器等,產品包括可直接安裝在惡劣工業環境的IP67防護等級的輸入/輸出模塊和適合安裝在操作臺和控制柜中的IP20防護等級的輸入/輸出模塊。
③ 其他現場裝置:變頻器,人機界面等復雜的現場裝置,可以通過獨立的DeviceNet接口連接到現場總線上,以獲取更多的信息。
④電纜及網絡附件:各種總線電纜、輔助電源電纜、連接現場輸入/輸出裝置的電纜和接插件、無源多端口接線盒、總線T型頭、電源T型頭、終端電阻等。
1.2 DeviceNet系統特點:
① DeviceNet具有強大的抗電磁干擾的能力。
② 軟件支持在線自動建立系統,使用更方便。網絡最多支持64個節點。
③ 總線電源與通訊信號使用同一電纜。
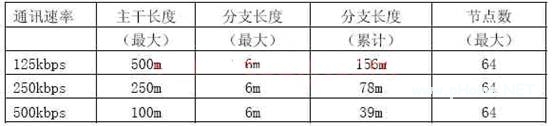
④ 通訊速率/通訊距離。
在汽車生產線中,輸送設備是汽車生產流水線的主干,高效率的汽車生產必然要求先進的生產線控制方式。早期采用的是傳統的PLC集中控制,控制系統精度低、操作不便;所有的數字量與模擬量I/O點均從PLC柜內接線,導線用量大、布線復雜、故障率高,給現場調試和維護帶來了諸多不便,嚴重地影響了生產,已不適應現代化汽車企業的生產要求。
針對上述存在問題,提出一種在汽車生產過程中進行車身輸送并實現自動化控制的系統。
二、汽車涂裝生產線控制系統設計
2.1 控制系統主要組成
上海匯眾汽車儀征輕客基地油漆車間包括前處理、電泳底漆、密封膠、中涂漆、面漆和空腔注蠟等工序。
本汽車涂裝生產線控制系統,包括輸送系統、控制系統和輸出系統,其中:
輸送系統包括用于將車身輸送至各個工序的鏈條輸送機、滾床、移行機、旋轉裝置、升降機以及多個檢測單元;
控制系統包括電泳烘干控制模塊、噴涂控制模塊和面漆檢查控制模塊,基于DeviceNet現場總線的網絡,其上連接的輸入設備有按鈕、急停開關、接近開關、光電開關、行程開關和PLC,用于通過DeviceNet網絡控制上述輸送系統的傳輸;
輸出系統基于EtherNet網絡,用于將電泳烘干控制模塊、噴涂控制模塊和面漆檢查控制模塊與EtherNet上的監控計算機連接,應用組態軟件可以顯示各生產設備的運行狀態、運行參數、自動故障報警,記錄故障點,調出相關的控制程序。
2.2 各分系統主要組成
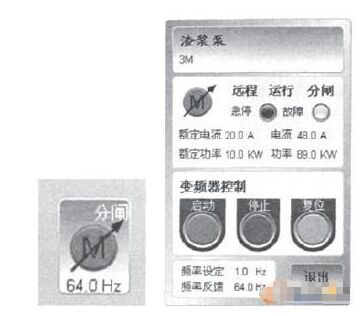
基于DeviceNet及As-i現場總線的汽車涂裝生產線控制系統,共分為三個工序: 電泳烘干工序、噴涂工序和面漆檢查工序。以上三個工序各自使用一組控制模塊,電泳烘干控制模塊、噴涂控制模塊和面漆檢查控制模塊,每組控制柜各配有一套 OMRON CS1系列PLC,三臺PLC將通過Controller Link網連接,同時通過Ethernet網連接監控計算機。每套PLC還采用一個人機界面作現場監控。
圖1是本汽車涂裝生產線控制系統,包括輸送系統1、控制系統2和輸出系統3,其中:輸送系統1包括用于將車身輸送至各個工序的鏈條輸送機、滾床、移行機、旋轉裝置、升降機,輸送系統還包括吊掛車身的懸掛積放鏈、用于運送車身的空中滑橇系統、用于移動車身的地面滑橇系統、升降機、移行機等。設備數量多,具有高度的分散性,這導致I/O點數多,控制線路長。須采用以DeviceNet為底層網絡的現場總線控制系統。

圖1 汽車涂裝生產線控制系統的示意
控制系統2包括電泳烘干控制模塊、噴涂控制模塊和面漆檢查控制模塊,各個控制模塊基于DeviceNet現場總線的網絡,其上連接的輸入設備有按鈕、急停開關、接近開關、光電開關、行程開關和中控計算機(PLC),用于通過DeviceNet網絡控制上述輸送系統的傳輸,并通過 Controller Link使各個工序之間相互通信。Controler Link是OMRON的主要的FA級別的網絡,它支持在PLC之間及PLC和上位機之間的自動數據鏈接,也可以使用信息服務進行可編程的數據傳送,可以得到高容量,柔性數據鏈接及高容量的數據傳送,對低成本的通信系統,可使用雙絞線電纜。
輸出系統3將電泳烘干控制模塊的PLC連接到 EtherNet上的監視計算機3,應用組態軟件可以顯示各生產設備的運行狀態、運行參數、自動故障報警,紀錄故障點,調出相關的控制程序,可執行多種通信:用TCP/IP傳送數據或UDP/IP Socket Services,執行OMRON標準FINS指令,用FINS傳送數據或用STMP傳送郵件,根據需要選擇通信服務,并將PLC柔性的連接到信息級別的 Ethernet網絡上。

圖2 汽車涂裝生產線控制系統的電泳烘干工序現場平面圖
圖2是電泳烘干工序現場平面圖,電泳烘干及冷卻部分輸送系統是整個涂裝生產線的長度是最長的,輸送線的任務就是把工件按照人的要求從位置A移向位置B,動作方式多種多樣,有直線、旋轉、上下、按需停止、不同速度的切換等等。實現同樣功能的往往是相同類型的設備,所以整個生產線的設備類型有限而依靠控制來實現參數不同的功能。汽車生產輸送線常見設備有鏈條輸送機、滾床、移行機、旋轉裝置、升降機等等。
在此以生產線的一部分(電泳烘干及冷卻)的設計過程為例(此部分包括幾個典型的輸送設備),來說明控制任務是如何通過基于現場總線的控制系統來實現的。此部分生產線輸送設備的任務是完成電泳烘干到打磨前的工件輸送。按流程順序它包括鏈式升降機PL-C1(4m)、單速滾床PGD-C7(6m)、雙速滾床PGS-C1(2.7m)、電泳烘干雙鏈(52.1m)、雙速滾床PGS-C2(2.7m)、鏈式升降機PL-C2(4m)、單速滾床PGD- C8(6m)、單速滾床PGD-C9(8.9m)、單速滾床PGD-C10(6m)、移行裝置(PTR-C1)、旋轉裝置(PRO-C3)、單鏈LD- 2(74.6m)、停止器ST-C2、停止器ST- C2-1。設備自動運行時的主要依據是車身位置。一般情況下單速滾床需布置檢測點和停止點,雙速滾床需布置檢測點和減速點,停止器需設占位、開端、閉端、復位,升降機需設上限、下限、上升減速、下降減速、上升限位、下降限位以及斷鏈保護,移行裝置和旋轉裝置各需設兩個位置檢測及一個減速點。減速點的使用一般都起到緩沖高速的作用。在貫通上下樓層的升降機旁側還需布置作業人員侵入的檢測點,以防事故發生。這樣,整個涂裝車間將使用大量的位置傳感器,包括接近開關、行程開關、光電開關、壓力開關等。




評論