如何有效進(jìn)行產(chǎn)品的尺寸控制

隨著整車廠對產(chǎn)品尺寸要求越來越高,要使總成尺寸達(dá)到產(chǎn)品圖紙要求,需要對沖壓件及總成制造過程從嚴(yán)控制,其控制能力綜合反映了一家企業(yè)的產(chǎn)品開發(fā)和質(zhì)量控制水平。上海拖拉機(jī)內(nèi)燃機(jī)有限公司(簡稱:拖內(nèi)公司)結(jié)合自身產(chǎn)品的特點(diǎn),通過不斷地總結(jié)和探索找到了一個(gè)適合自己的尺寸控制方法,即抓住根本,控制產(chǎn)品的變差源。
本文引用地址:http://www.104case.com/article/196203.htm在產(chǎn)品開發(fā)階段,有4個(gè)階段會(huì)對產(chǎn)品尺寸產(chǎn)生較大影響,分別為產(chǎn)品設(shè)計(jì)、工藝開發(fā)、試生產(chǎn)及批量生產(chǎn),各階段產(chǎn)生的影響程度和側(cè)重點(diǎn)不同。要控制變差源,開發(fā)階段控制占70%,過程控制占30%。在開發(fā)階段,產(chǎn)品設(shè)計(jì)和工藝開發(fā)尤為重要。
產(chǎn)品設(shè)計(jì)的合理性
產(chǎn)品設(shè)計(jì)要避免沖壓成形工藝過于復(fù)雜,減少?zèng)_壓回彈和零件干涉現(xiàn)象,對于沖壓件上有相對裝配關(guān)系的孔盡量在同一工序上沖壓,重要孔位盡量安排與定位孔同一工序沖壓。模夾具設(shè)計(jì)定位必須可靠,如夾具定位孔必須選擇傳遞沖壓的主定位孔,定位面必須選取沖壓件的可靠面。再次,工裝設(shè)計(jì)時(shí)要便于員工取放料,易于操作和維護(hù),以防生產(chǎn)過程中因人機(jī)工程問題造成的尺寸變差。最后制訂沖壓件孔徑公差表,規(guī)定每個(gè)沖壓件的孔徑及孔位,按總成要求的80%收公差,預(yù)留20%給總成調(diào)節(jié),保證總成尺寸合格率。
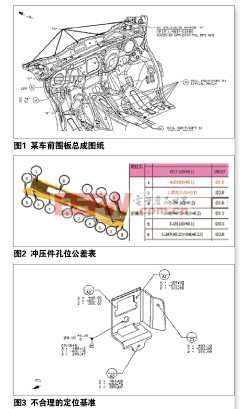
如圖1中,5個(gè)φ6.5的孔在單件圖紙上的位置度未注明要求。如按默認(rèn)公差2.0來做的話,明顯低于總成1.4的要求,這樣即使零件孔位在公差之內(nèi)也很難保證焊接后的總成孔位要求,故我們把沖壓件孔位公差收到1.0。
定位基準(zhǔn)的合理性和一體化
要保證零件質(zhì)量,首先定位基準(zhǔn)滿足3,2,1原則。有些圖紙從表面看似乎符合3,2,1原則,但實(shí)際定位是不合理的。如圖3中,A1、A2、A3都是控制Z向的,但是它們不在一個(gè)平面上,A3這個(gè)面既是定位面又是配合面,即使該翻邊面有回彈、超差,在零件檢測時(shí)也不易發(fā)現(xiàn)。若A3放在底面更為合理,更能有效控制產(chǎn)品的配合面。
其次,要建立車身統(tǒng)一基準(zhǔn)系統(tǒng),用于統(tǒng)一從沖壓件、零件檢具、焊接總成、白車身裝配到總裝裝配的主定位基準(zhǔn)原則,建立MCP(Master Control Point)清單,便于沖壓、焊接、總裝工藝在開發(fā)定位工裝時(shí)協(xié)調(diào)一致,避免因工序定位選擇不同而產(chǎn)生偏差。同時(shí)還要保證測量定位基準(zhǔn)與制造夾具的定位基準(zhǔn)一致。
夾具的定位方式
考慮到鈑金件回彈、形狀不規(guī)則、材質(zhì)及沖壓工藝的影響,焊接夾具都采用過定位設(shè)計(jì)以校正零件變形,而且定位夾緊單元都設(shè)計(jì)成三維或二維方向可調(diào)以適應(yīng)零件變化。在定位孔處理上除了采用過定位銷外,拖內(nèi)公司對定位銷采用收公差的辦法,主定位銷比孔的公稱尺寸-0.05mm,對于如B柱總成、A柱總成在內(nèi)外板裝配時(shí)利用對穿銷定位,從而提高工裝穩(wěn)定性。
在試生產(chǎn)前,工裝夾具的安裝非常重要,只有合格的工裝才能生產(chǎn)出合格的產(chǎn)品。夾具安裝到位后,需使用測量設(shè)備(如激光跟蹤儀)對所有定位孔面進(jìn)行全尺寸測量,建立完備的定位基準(zhǔn)數(shù)據(jù),便于生產(chǎn)期間的產(chǎn)品尺寸協(xié)調(diào)。以大尺寸、復(fù)雜零部件為先導(dǎo),其余零件隨后裝上夾具,即逐次“定位-夾緊”。
一般工裝到位后的試生產(chǎn)需要維持6個(gè)月,以滿足投產(chǎn)不同階段的質(zhì)量控制目標(biāo)。試生產(chǎn)階段主要是解決實(shí)際零件和工裝夾具的匹配協(xié)調(diào)性,同時(shí)解決操作過程中的實(shí)際困難,直到到達(dá)設(shè)計(jì)要求的節(jié)拍以及質(zhì)量目標(biāo)才可轉(zhuǎn)入到批量生產(chǎn)。
數(shù)據(jù)的收集和分析
產(chǎn)品尺寸數(shù)據(jù)獲取的方式很多,最常用的是通過三坐標(biāo)測量系統(tǒng)、檢具等工具都可以檢測出實(shí)際零件相對于設(shè)計(jì)數(shù)模的符合性,再對比開發(fā)初期就制定好的各測量點(diǎn)公差帶以及合格率的要求,從而判定產(chǎn)品尺寸的合格率。
基于三坐標(biāo)測量系統(tǒng)的數(shù)據(jù),一般復(fù)雜總成件可以得到多則上千少則數(shù)百的產(chǎn)品測量點(diǎn)數(shù)據(jù),但是逐個(gè)分析沒有可能也不必要。目前拖內(nèi)公司的做法是:先統(tǒng)計(jì)不合格點(diǎn)的狀態(tài),然后在數(shù)據(jù)穩(wěn)定的情況下對生產(chǎn)過程進(jìn)行確認(rèn)并整改。還關(guān)注不合格點(diǎn)的超差情況和分布,同時(shí)計(jì)算一些總裝和顧客關(guān)注的需要控制的點(diǎn)的過程能力(CP),通過部分代表的點(diǎn)反映整個(gè)產(chǎn)品的質(zhì)量狀態(tài)。

產(chǎn)品尺寸變差整改
數(shù)據(jù)收集和分析可以確定問題所在,并找出問題出現(xiàn)的根本原因。通過工程師的簡單確認(rèn),基本可以排除或糾正人員和方法兩方面的影響,之后,再用檢具檢查沖壓件。同時(shí)根據(jù)總成數(shù)據(jù)分析的結(jié)果,首先檢查問題點(diǎn)焊接夾具定位面、定位銷的位置精度,記錄偏離值并判斷是否與問題的趨勢一致,如果一致先調(diào)整到理論位置。其次將零件置于夾具之上,觀察零件與定位面和定位銷的對應(yīng)狀況,調(diào)整確保零件與定位面之間無干涉部位。再次,檢查零件在夾具上定位后是否有轉(zhuǎn)動(dòng)或移動(dòng)現(xiàn)象,記錄定位銷與零件孔的對應(yīng)尺寸,結(jié)合材料檢測數(shù)據(jù)和產(chǎn)品的尺寸數(shù)據(jù)分析結(jié)果,形成對定位銷和面的整改措施。原則上,材料有問題先整改材料,然后整改機(jī)器(焊接夾具),但實(shí)際上只要材料狀態(tài)保持穩(wěn)定,很多產(chǎn)品尺寸問題都是通過夾具整改完成的,因?yàn)閵A具整改相對來說更有效率也更經(jīng)濟(jì)。
尺寸在開發(fā)完成進(jìn)入批量生產(chǎn)一段時(shí)期以后,材料和機(jī)器也相對穩(wěn)定,這時(shí)只要定期檢測材料和機(jī)器的狀態(tài),及時(shí)維護(hù)保持穩(wěn)定就可以了,同時(shí)需要把精力轉(zhuǎn)到對人員和工藝方法的執(zhí)行管理方面。在批量生產(chǎn)階段,通過SPC控制圖可以預(yù)防一些定位銷、面松動(dòng)和磨損的情況。



評論