基于數據擬合的激光焊接焊縫圖像表面缺陷檢測

從圖4可以看出,等厚板焊接時,焊縫截面的形狀比較接近二次曲線,更適合采用二次曲線或更高次的曲線進行擬合。由于高次曲線擬合涉及到端點求解存在多解的問題,且次數越高,擬合時間越長,所以這里采用二次曲線來擬合焊縫的截面,焊縫截面兩側的激光條紋仍然用直線方式擬合,擬合結果如圖6所示。擬合后直線和二次曲線的2個交點分別為焊縫的左端點和右端點位置,在圖6中用星號表示。本文引用地址:http://www.104case.com/article/194771.htm
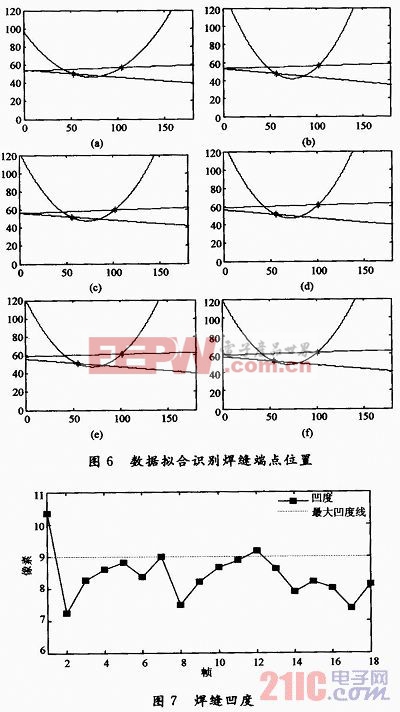
對圖3的等厚板,連續取18幀激光條紋圖像,根據前述步驟及式(5)和式(6)計算焊縫不同位置處的凹度凸度。從18幀激光條紋圖像中計算出的均為凹度,凸度為0。以連續取到的各幀激光條紋圖像的序號為橫坐標,以該位置的凹度(單位像素)為縱坐標得圖7。從圖7可知,如果以9個像素單位為判斷凹度是否合格的閾值,則焊縫在圖像12幀處的位置凹度超標,該圖像所在位置焊縫焊接質量判為不合格。
5 結語
結構光主動視覺檢測在激光焊接質量檢測中具有廣泛的應用前景。本文針對結構光主動視覺采集到的焊縫表面的激光條紋特征進行研究,提出了通過直線擬合和二次曲線擬合準確獲得等厚板激光焊接焊縫圖像端點位置識別方法,并在此基礎上計算出焊縫凹度和凸度缺陷,為判斷激光焊接質量是否合格提供了判斷依據。



評論