PROFIBUS-DP現場總線技術在磨床改造中的應用

0 引言
本文引用地址:http://www.104case.com/article/189856.htm寶鋼2050 熱軋磨輥車間裝備的數控軋輥磨床是1988 年從德國WALDR ICH SIEGEN公司引進的。使用至今其控制系統各部件已逐步老化, 不僅故障率高而且性能下降,已經嚴重影響了軋輥的磨削精度和磨削效率。為了更好地滿足軋線對軋輥質量的要求, 對磨床進行了全面改造,在這次改造中使用了目前在工業控制領域使用的PROFIBUS現場總線技術,這一技術的運用使得磨床基礎自動化系統更為簡潔實用。
1 PROFIBUS現場總線技術簡介
1.1 PROFIBUS - DP概述
PROFIBUS是近年較為流行的工業現場總線,也是目前數據傳輸率較快的一種現場總線,其最高傳輸速率可達12Mbit/s。PROFIBUS現場總線由PROFI2BUS-FMS(現場總線信息規范)、PROFIBUS-PA(過程自動化)和PROFIBUS-DP(分布式I/O)3個兼容部分組成。其中應用最廣泛的是PROFIBUS-DP總線,它是一種高速的設備級網絡,主要用于中央控制單元與分散的I/O之間的通信,PROFIBUS-DP現場總線不僅可以取代24VDC或4~20mA信號的傳輸,而且可以滿*直流調速系統快速響應的時間要求。在這次2050磨床電氣改造中所采用的就是 PROFIBUS-DP現場總線。
1.2 PROFIBUS - DP采用的網絡協議及傳輸技術
PROFIBUS-DP采用的網絡協議是以ISO頒布的OSI標準七層參考模型為基礎,所不同的是PROFI2BUS-DP只使用了第一層(物理層)、第二層(數據鏈路層)和用戶接口,第三到七層未加描述。用戶接口規定了用戶及系統以及不同設備可調用的應用功能,并詳細說明了各種不同PROFIBUS-DP設備的設備行為。
RS - 485傳輸是PROF IBUS最常用的一種傳輸技術。這種技術的基本特征:
·網絡拓撲: 線性總線, 兩端有有源的總線終端電阻。
·傳輸速率: 916 k b it / s~12M bit/ s
·介質: 屏蔽雙絞電纜, 也可取消屏蔽, 取決于環境條件( EMC) 。
·站點數: 每分段32 個站(不帶中繼) , 可多到127個站(帶中繼)。
·插頭連接: 使用9 針D型插頭。
1.3 PROFIBUS - DP的基本硬件配置
一個典型的PROFIBUS - DP 系統通常由以下三種類型的設備組成:
(1) 一級DP主站(DPM1 ) : 一級DP主站是中央控制器,它在預定的信息周期內與分散的站(如DP從站) 交換信息。典型的DPM1如PLC或PC。
(2) 二級DP主站(DPM2 ) : 二級DP主站是編程器、組態設備或操作面板,在DP系統組態操作時使用, 完成系統操作和監視目的。
(3) DP 從站: DP 從站是進行輸入和輸出信息采集和發送的外圍設備( I/O 設備、驅動器、閥門等)。
2 改造后磨床數控系統及其組建方法
2.1 改造后磨床數控系統的結構和硬件配置
改造后磨床的數控系統采用現場總線技術, 用一根通信電纜代替了大量的I/O電纜, 用數字化的通信代替了4~20mA /24VDC 信號, 用于實現對現場設備的控制和監測。其數控系統的組成結構如圖1所示。
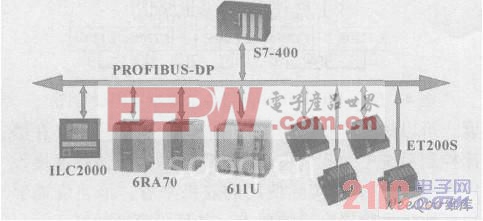
圖1 基于PROF IBUS - DP的磨床數控系統結構圖





評論