CO2焊接逆變電源及其智能模糊控制

摘要:在分析CO2焊接過程控制特點(diǎn)的基礎(chǔ)上,設(shè)計(jì)了恒流型IGBT逆變電源。在不同的熔滴過渡形式下,提出了弧長和短路頻率智能模糊控制方案。試驗(yàn)證明,采用該技術(shù)有助于克服CO2焊接存在的不足,可以更好地實(shí)現(xiàn)電弧狀態(tài)的控制。
本文引用地址:http://www.104case.com/article/179886.htm關(guān)鍵詞:逆變電源模糊控制CO2焊接
An Inverter- type Power Supply and Fuzzy Control for CO2 Arc Welding
Abstract:Based on the foundation of analysis of CO2 welding process,a constant current (CC)IGBT inverter is developed.In case of different droplet- transfer forms,fuzzy control schemes of arc length and short- circuit frequency are put forwords.It is indicated by experiments that the existing shortcomings of CO2 welding can be overcome,and are states controlled more easily.
Keywords:Inverter- type power supply Fuzzy control CO2 welding
CO2焊是一種重要的焊接方法,具有高效率、低成本的特點(diǎn)。傳統(tǒng)的CO2焊接質(zhì)量受到焊接電源和控制方法的局限,存在飛濺大、成型差和焊接參數(shù)需要調(diào)節(jié)等缺點(diǎn)。近年來,隨著弧焊逆變器和微處理器技術(shù)等的進(jìn)步,為提高焊接質(zhì)量奠定了基礎(chǔ),開發(fā)了新的CO2焊接控制方法。目前已經(jīng)出現(xiàn)了多種方案,但是其效果仍有局限,應(yīng)用較為困難[1~3]。如何合理地設(shè)計(jì)CO2焊逆變器和發(fā)展控制技術(shù),是目前面臨的主要問題。本文對此進(jìn)行了探討,提出了技術(shù)方案,在電源恒流外特性控制基礎(chǔ)上,采用了具有自學(xué)習(xí)能力的模糊控制,獲得了較好的試驗(yàn)效果。
1簡單恒壓型CO2焊接電源的缺點(diǎn)
對于普通的CO2焊接,大都采用變壓器抽頭調(diào)節(jié)的平特性焊機(jī),或恒壓控制和晶閘管焊機(jī),配合等速送絲系統(tǒng)進(jìn)行焊接。雖然可獲得一定的弧長自調(diào)節(jié)能力,但飛濺大、成型差,工藝效果不好。
分析其原因,這是與CO2焊接的物理過程有關(guān)。CO2焊接有自由過渡和短路過渡兩種形式,且以短路過渡為常用。對于自由過渡,恒壓型電源對焊絲的熔滴過渡具有較強(qiáng)的排斥作用,造成其偏向和飛濺,難于應(yīng)用。對于短路過渡包括短路與燃弧兩個(gè)狀態(tài),恒壓型電源通過在主電路串入電感來限制短路電流和提高燃弧能量,但難以很好兼顧。
電弧負(fù)載經(jīng)歷著空載、短路和燃弧狀態(tài)的變化,并且都是正常的工作狀態(tài)。在短路時(shí),對于電源和負(fù)載來說,必然要以控制電流為目標(biāo)。而在燃弧時(shí),對自動(dòng)或半自動(dòng)的CO2焊,需要更合適的弧長控制方法。短路過渡則希望有合適的短路過渡頻率,以改善過程穩(wěn)定性。顯然,恒壓型電源不符合熔滴過渡過程要求。
2恒流型逆變電源的特點(diǎn)
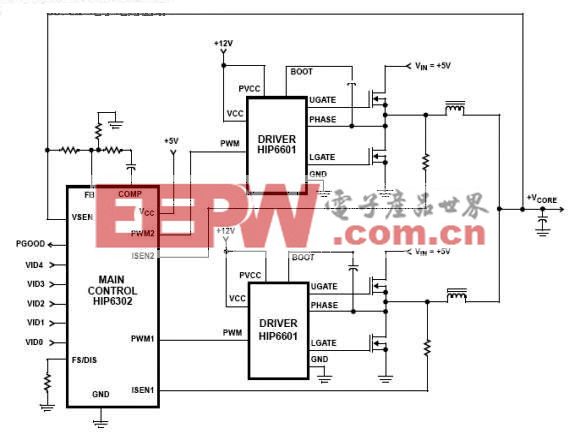
基于上述分析,本文采用恒流型技術(shù)方案,設(shè)計(jì)了CO2焊接逆變電源。該電源采用IGBT器件和單端正激電路,工作頻率20kHz。電路原理如圖1所示。電源具有恒流閉環(huán)控制系統(tǒng)和可控的電子電抗器特性,以滿足CO2焊接過程的電流控制。通過輸出狀態(tài)判斷,進(jìn)行了變結(jié)構(gòu)控制。當(dāng)電源空載和輕載時(shí),進(jìn)行脈寬控制,以提高電源的可靠性。當(dāng)短路時(shí),焊接電流切換為峰值,保證重新燃弧;當(dāng)弧長波動(dòng)過大時(shí),又切換為小電流維弧,在相對較大的送絲速度的作用下,恢復(fù)弧長。
當(dāng)給定電流與送絲速度在一定范圍時(shí),電弧穩(wěn)定而無短路過程,即自由過渡。當(dāng)送絲速度較大時(shí),將產(chǎn)生不斷的燃弧、短路過程,即短路過渡。調(diào)節(jié)送絲速度,可得到不同的熔滴過渡形式,并改變電弧電壓工作點(diǎn)和短路過渡頻率。由于階梯特性很強(qiáng)的門限控制和約束作用,具有一定的自適應(yīng)特點(diǎn)。與平特性電源比較,避免了平特性對熔滴過渡的排斥作用,使電弧柔順,飛濺小。電流和送絲速度獨(dú)立調(diào)節(jié),兩者的配合可以控制電弧狀態(tài)和焊縫成型。但是,這種方法仍存在明顯不足:當(dāng)送絲速度和焊槍高度波動(dòng)時(shí),效果不盡理想,表現(xiàn)在兩方面,即自由過渡的電弧弧長變化,短路過渡時(shí)短路頻率變化,從而影響過程穩(wěn)定性和焊接質(zhì)量。
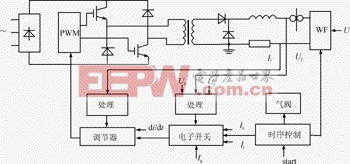
圖1恒流型焊接逆變電源
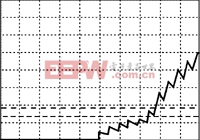
(a)20A,100μs/格
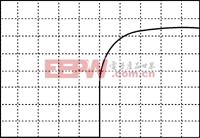
(b)20A,5ms/格
圖2輸出電流動(dòng)態(tài)過程
3智能模糊控制系統(tǒng)
為了解決恒流型電源的不足,引入微機(jī)控制和模糊控制技術(shù)。系統(tǒng)可相應(yīng)地進(jìn)行自由或短路不同控制方案。自由過渡的控制較為簡單,其目標(biāo)即維持合適的電弧電壓來保證穩(wěn)定弧長。短路過渡除了對短路過程的電流和燃弧電壓控制外,還要進(jìn)行短路頻率控制。
圖3中的低成本單片機(jī)系統(tǒng)可代替模擬電子電路的簡單切換,即采用“微機(jī)+模擬”的方式,實(shí)時(shí)調(diào)整焊接電流和動(dòng)特性。該設(shè)計(jì)接口容易,簡單可靠,具有更好的可控性。通過工藝試驗(yàn),在不同的工作狀態(tài)下,建立了開環(huán)條件下送絲速度與焊接電流的適用范圍關(guān)系,以及與動(dòng)態(tài)性關(guān)系。在此基礎(chǔ)上,實(shí)施適智能控制方案。
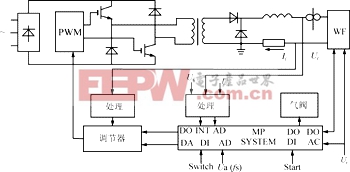
圖3微機(jī)控制焊接逆變電源





評(píng)論