基于PIC單片機(jī)的CO2焊機(jī)數(shù)字化控制系統(tǒng)

PWM信號(hào)產(chǎn)生子程序:
BCF STATUS, 5
BCF STATUS, 6
BCF PORTB, 2
CALL DELAY2
BSF PORTB, 2
CALL DELAY3
DELAY2:
MOVF BUF2, 0
MOVWF R5
DELAY2_1:
NOP
DECFSZ R5, 1
GOTO DELAY2_1
RETLW 0
DELAY3:
MOVF BUF5, 0
MOVWF R6
DELAY3_1:
NOP
DECFSZ R6, 1
GOTO DELAY3_1
RETURN
 本文引用地址:http://www.104case.com/article/173844.htm
本文引用地址:http://www.104case.com/article/173844.htm5 焊接試驗(yàn)
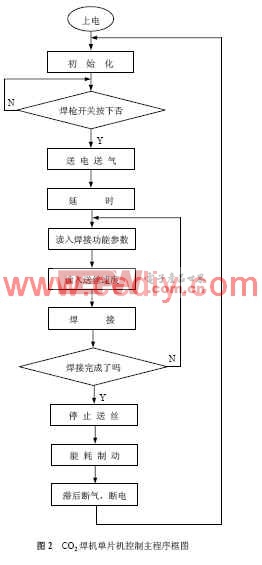
將設(shè)計(jì)的數(shù)字化控制系統(tǒng)應(yīng)用到實(shí)際的焊機(jī)中,通過數(shù)字信號(hào)記錄儀記錄相關(guān)波形,以驗(yàn)證軟硬件設(shè)計(jì)的正確性。如圖3所示為四步斷續(xù)焊時(shí)序控制圖,通道CH1、CH2、CH3分別記錄焊機(jī)的送絲控制信號(hào)、焊槍開關(guān)信號(hào)和送電送氣控制信號(hào)。從圖3中可以看出,當(dāng)焊槍開關(guān)按下后,開始送電送氣,延遲約300ms后,開始送絲,接觸引弧,進(jìn)入焊接過程,松開焊槍開關(guān)后,繼續(xù)進(jìn)行焊接,再次按下焊槍開關(guān)時(shí),啟動(dòng)能耗制動(dòng)以立即停止送絲,經(jīng)過一段返燒后電弧自動(dòng)熄滅,最終根據(jù)事先設(shè)定的1s滯后時(shí)間停止送氣,并斷電。在二步控制時(shí),需要一直按緊焊槍開關(guān),松開焊槍開關(guān),馬上停止焊接。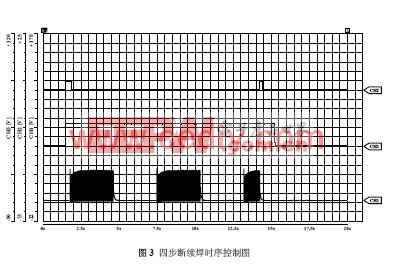
6 結(jié)論
a) CO2焊機(jī)數(shù)字化控制系統(tǒng),充分利用了PIC單片機(jī)的資源,用少量的外圍電路實(shí)現(xiàn)了一個(gè)功能較完善、性能優(yōu)良的實(shí)用系統(tǒng),降低了焊機(jī)成本。
b) 試驗(yàn)結(jié)果表明,基于PIC單片機(jī)的CO2焊機(jī)數(shù)字化控制系統(tǒng),設(shè)計(jì)合理,結(jié)構(gòu)簡(jiǎn)單,工作穩(wěn)定可靠,抗干擾能力強(qiáng)。









評(píng)論